
Ponorné frézování
Co vyžaduje úspěšné ponorné frézování?
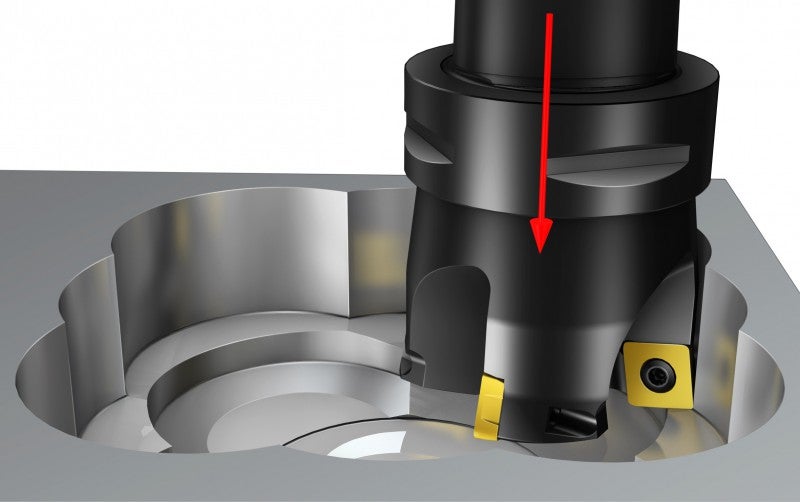
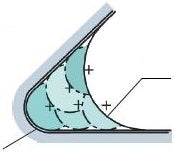
Při ponorném frézování probíhá řez na čele nástroje namísto na obvodu, což je výhodné vzhledem ke změně charakteru řezných sil z převážně radiálních na axiální. Všeobecně lze říci, že ponorné frézování je alternativní metoda vhodná v případě, že frézování obvodem není možné použít vzhledem ke vzniku vibrací.
Například:
- Pokud vyložení nástroje přesahuje 4 x DC
- V případě špatné stability
- Pro polodokončovací obrábění rohů
- Obrábění obtížně opracovatelných materiálů, např. titanu
Může také představovat vhodnou alternativu v případě, že existují omezení z hlediska výkonu stroje nebo kroutícího momentu.
Poznámka: Vzhledem k nízkým rychlostem úběru kovu se ponorné frézování v případě příznivých podmínek nehodí jako první volba.
Volba nástrojů
Volba frézy vychází v prvé řadě z průměru.
Ponorné vrtání
Ponorné vrtání s pomocí vrtacích nástrojů může být efektivnější až do průměru cca. DC = 35 mm, viz Vrtání.
Postup při ponorném frézování
Obráběcí proces
Ponorné frézování se významně odlišuje od tradičních metod frézování. Pro řez využívá čelo nástroje namísto jeho obvodu, což příznivým způsobem mění směr působení řezných sil z převážně radiálních na axiální. Lze jej přirovnat k vyvrtávací operaci s přerušovaným řezem.
Hlučnost i nároky na výkon stroje jsou nízké.
Ponorné frézování = vyvrtávání s přerušovaným řezem.
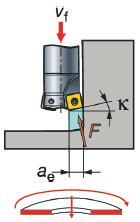
Axiální řezné síly.
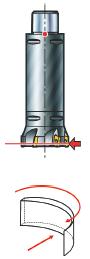
Konvenční způsoby frézování.
Převážně radiální řezné síly.
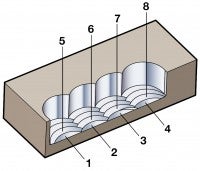

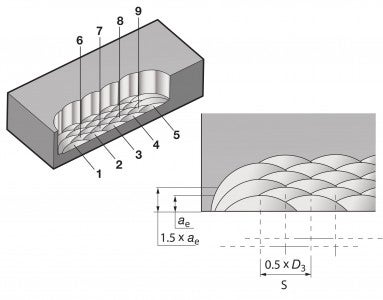
= naprogramovaný posuv stolu

= přejezd rychloposuvem
Zabraňte přejezdům po obrobené ploše. Postupně snižujte velikost axiální hloubky řezu (hloubky ponoru).
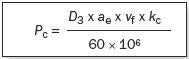
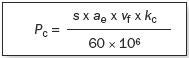
Výpočet potřebného výkonu.
Posuv při ponorném frézování
| Posuv při ponorném frézování | ||
| Velikost VBD | Vyložení < 3xDC | Vyložení > 3xDC |
| 9 | fz = 0.15 (0.10 - 0.20) | fz = 0.10 (0.08 – 0.15) |
| 14 | fz = 0.20 (0.10 - 0.25) | fz = 0.15 (0.10 - 0.20) |
Fréza s přesazeným průměrem L ≤ 3xDC
| iC | max ae |
| 9 | 8 |
| 14 | 13 |
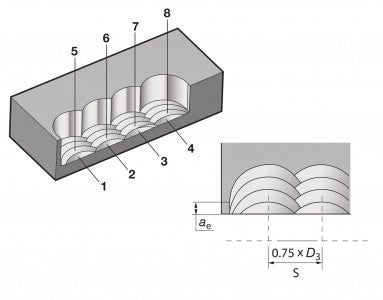
s = 75% DC
Fréza s přesazeným průměrem L ≥ 3xDC
| iC | max ae |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
ae = max. pro břitovou destičku
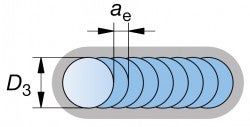
Boční posuv (krok) s = X % DC
* S představuje zvláštní typ vyložení nástroje
Užitečné rady pro ponorné frézování
- Odvádění třísek se zlepšuje při použití stroje s horizontální orientací vřetena.
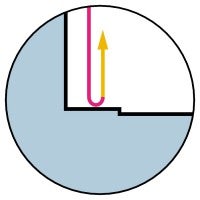
- Frézovat začněte v dolní části a postupujte směrem nahoru.
- K lepšímu odvádění třísek napomáhá použití řezné kapaliny nebo stlačeného vzduchu
- V porovnání s tradičními metodami vyžaduje ponorné frézování použití menších rychlostí posuvu na zub.
- Zajistěte, aby v záběru byl vždy více než jeden zub
- Používejte frézy s velmi malou zubovou roztečí
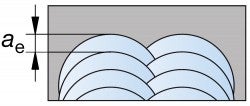
- Použijte maximální možnou velikost ae – v závislosti na velikosti VBD
- Přemístění do další polohy (do strany) proveďte o hodnotu s = 0.75 x DC
- Abyste zamezili vibracím, postupně snižujte velikost hloubky ponoru nástroje
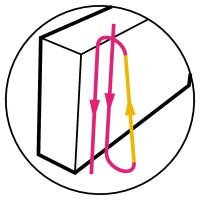
- Abyste při výjezdu nástroje ze záběru zabránili přejezdům po obrobené ploše, vždy používejte "programovací smyčky". Na konci záběru stáhněte nástroj o 1 mm směrem od stěny
- Pozor: Použití vrtacího cyklu není doporučeno, protože dochází k přejezdům po obrobené ploše, které mohou způsobovat vibrace v průběhu stahování nástroje ze záběru
- Vždy usilujte o to, aby přídavek pro následující dokončovací operaci byl co nejrovnoměrnější.
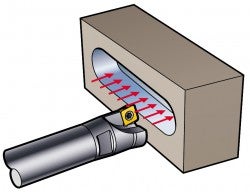
Drážky
- Ponorné frézování je efektivní technika umožňující obrábění hlubokých a úzkých drážek
- Naprosto zásadní význam má dobré odvádění třísek. Tomuto procesu napomáhá horizontální uspořádání a použití řezné kapaliny nebo stlačeného vzduchu
- Pro hluboké a úzké drážky je doporučeno použití vrtáku, jelikož umožňuje dosažení nejlepšího možného utváření třísek a největší rychlosti postupu
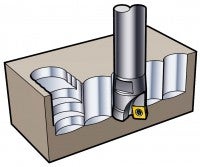
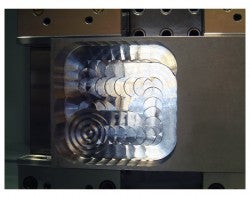
Dutiny/kapsy
- Stejně jako u uzavřených drážek představuje kritický problém odvádění třísek
- Použijte horizontální uspořádání a řeznou kapalinu nebo stlačený vzduch
- Odvádění třísek je možné dále zlepšit vyvrtáním co možná největší počáteční díry. Doporučuje se 1.5 x DC
- Pro první dva kroky snižte rychlost posuvu
- Postupujte do stran a snažte se vyhnout oboustrannému frézování drážek
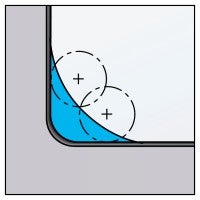
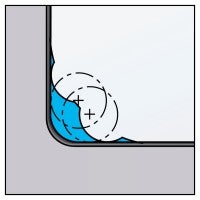
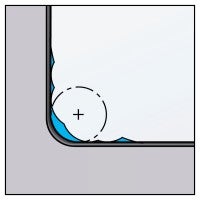
Rohy
U hlubokých 90° rohů může být velmi výhodné použití ponorného frézování pro obrobení neodebraného materiálu (odfrézování zbytkové vrstvy), které následuje po hrubovacích operacích.
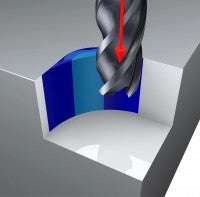
DC = 12.7 mm
Počáteční poloměr = 16 mm
Konečný poloměr = 6 mm
Obrábění rohů
Frézování vnitřních rohů
Frézování vnitřních rohů vyžaduje pečlivé posouzení přípustné velikosti oblouku záběru... keyboard_arrow_right
Vibrace
Vibrace mohou při frézování vznikat v důsledku nedostatků obráběcího nástroje, upínače... keyboard_arrow_right
Dráha nástroje a utváření třísek
Správná dráha nástroje a utváření třísek jsou při frézování velice důležitými faktory... keyboard_arrow_right
Metody odřezávání tenkých vrstev
Metody frézování s odebíráním tenkých vrstev a trochoidální frézování byly původně... keyboard_arrow_right
