
Sousledné frézování nebo nesousledné frézování
Pokaždé, když břit frézovacího nástroje vstupuje do záběru, je vystaven rázovému namáhání. Aby frézování mohlo být úspěšné, je naprosto nezbytné nezapomínat na správný typ kontaktu mezi ostřím a obráběným materiálem v okamžiku zahájení a ukončení řezu. V průběhu frézovací operace se obrobek posouvá buď ve směru, nebo proti směru otáčení frézy, což má vliv na zahájení a ukončení záběru břitu a zároveň je tím určeno, zda použitá metoda je sousledným nebo nesousledným frézováním.
Zlaté pravidlo frézování – od největší tloušťky k nejmenší
Při frézování je vždy třeba vzít v úvahu, jaké se budou tvořit třísky. O tom, jaké se tvoří třísky, rozhoduje poloha frézy, proto aby byla zajištěna stabilita obráběcího procesu, je vždy je třeba usilovat o to, aby tloušťka třísek na vstupu do záběru byla velká a na výstupu ze záběru malá.
Vždy mějte na paměti zlaté pravidlo frézování – od největší tloušťky třísky k nejmenší – dosáhnete tak toho, že na výstupu ze záběru bude nejmenší možná tloušťka třísky.
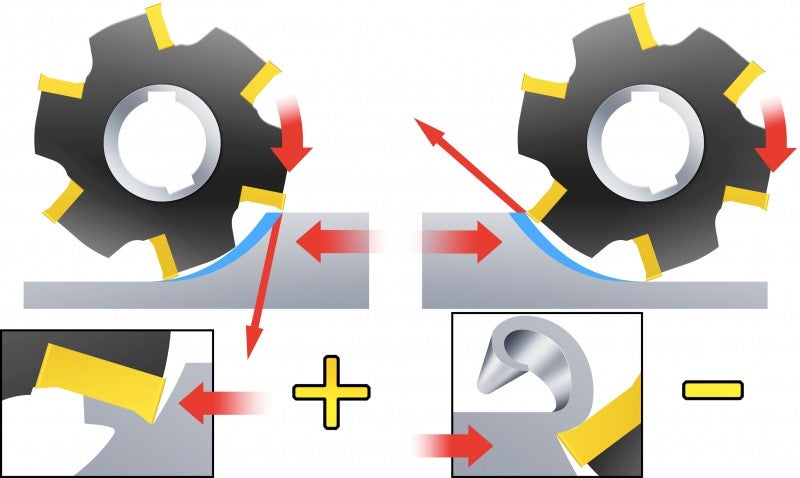
Sousledné frézování
Při sousledném (sousměrném) frézování se obráběcí nástroj posouvá shodně se směrem jeho otáčení. Pokud to dovoluje obráběcí stroj, upínací přípravek a samotný obrobek, je sousledné frézování třeba vždy preferovat.
Při sousledném frézování obvodem frézy se od zahájení řezu tloušťka třísky postupně snižuje, až na konci řezu dosáhne nulové hodnoty. To chrání břit před obrušováním a odíráním o obráběný povrch před vlastním zahájením řezu.


Velká tloušťka třísky je příznivá a řezné síly mají tendenci přitahovat obrobek směrem k fréze a udržovat břit v řezu.
Vzhledem k tomu, že fréza má sklon nechat se vtahovat do obrobku, musí stroj umožňovat kompenzaci vůle pohybového šroubu stolu dovolující eliminaci zpětných pohybů. Je-li nástroj vtahován do obrobku, posuv se nežádoucím způsobem zvyšuje, což může mít za následek nepřiměřeně velkou tloušťku třísky a vést až k lomu břitu. V takovém případě uvažte použití nesousledného frézování.
Nesousledné frézování
Při nesousledném (nesousměrném nebo také konvenčním frézování) je směr posuvu obráběcího nástroje opačný, než je směr jeho rotace.
Tloušťka třísky začíná na nulové hodnotě a směrem ke konci řezu se postupně zvyšuje. Při vstupu do řezu působí na břit značně velké síly, což má za následek jeho obrušování a odírání v důsledku tření, prudké zvýšení teplot a často také dochází ke kontaktu s mechanicky zpevněným povrchem, který je vytvářen předchozím břitem. To vše má za následek zkrácení životnosti nástroje.


Velká tloušťka třísky a vyšší teploty na výstupu ze záběru jsou příčinou vzniku vysokých tahových pnutí, což má za následek zkrácení životnosti nástroje a často vede k rychlému poškození břitu. Také může docházet k ulpívání nebo navařování třísek na břit, na kterém jsou unášeny až do zahájení dalšího řezu, nebo mohou způsobovat okamžité vylamování ostří.
Řezné síly mají tendenci tlačit frézu a obrobek směrem od sebe a radiální síly mají tendenci zvedat obrobek ze stolu.
Nesousledné frézování může být výhodné v případě, že se značně liší velikosti přídavků na obrábění. Nesousledné frézování je rovněž doporučeno v případě použití keramických břitových destiček pro obrábění žárovzdorných slitin, protože řezná keramika je citlivá na rázy při vstupu do řezu.
Přípravky pro upnutí obrobku
Různý směr posuvu nástroje klade rozdílné požadavky na přípravek pro upnutí obrobku. Při nesousledném frézování musí působit proti silám zvedajícím obrobek. Při sousledném frézování musí potlačovat účinek sil přitahujících obrobek.
Dráha nástroje a utváření třísek
Správná dráha nástroje a utváření třísek jsou při frézování velice důležitými faktory... keyboard_arrow_right
Frézování zkosených hran
Mezi nejčastější operace patří srážení hran, frézování V-drážek, frézování úkosů,... keyboard_arrow_right
Ponorné frézování
Co vyžaduje úspěšné ponorné frézování? Při ponorném frézování probíhá řez na čele... keyboard_arrow_right
Údržba nástrojů
Zavedením postupů pro pravidelnou údržbu nástrojů v dílně dosáhnete zlepšení jejich... keyboard_arrow_right
