
Postupné zahlubování: lineární dvouosé nebo po kruhové dráze
Co vyžaduje úspěšné postupné zahlubování?
Lineární postupné zahlubování (šikmé zahlubování) se obvykle využívá jako účinný způsob pro vstup do obrobku při obrábění uzavřených drážek/dutin/kapes a eliminuje nutnost použití vrtáků.
Lineární zahlubování je definováno jako současný posuv nástroje v axiálním směru (Z) a v jednom z radiálních směrů (X nebo Y), tzv. 2osé postupné zahlubování.
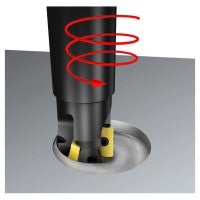
Postupné zahlubování po kruhové dráze (také nazývané šroubovicová interpolace, spirálová interpolace, orbitální vrtání, atd.) je pohyb po kruhové dráze (X a Y) se současným axiálním posuvem (Z) o stanovenou hodnotu stoupání.a rovněž představuje alternativu k vrtání.
Je třeba vždy preferovat zahlubování pomocí šroubovicové interpolace před lineárním zahlubováním (frézováním drážky do plného materiálu), jelikož postupné zahlubování po kruhové dráze má mnohem klidnější průběh, protože velikost radiálního záběru je při něm významně omezena. Umožňuje čistě sousledné frézování a přináší i lepší odvádění třísek. Sousledného frézování se dosáhne stanovením dráhy nástroje proti směru hodinových ručiček.
Dvouosé postupné zahlubování - lineární
Postup při postupném zahlubováníNáročný postup obrábění
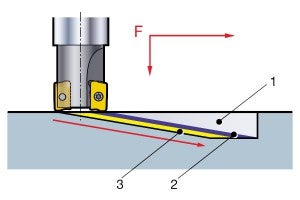
Během šikmého zahlubování se současně uplatňují tři různé způsoby řezu:
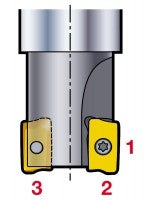
1) Řezání obvodem nástroje - přední VBD.
2) Řezání čelem nástroje - přední VBD.
3) Řezání čelem nástroje - zadní VBD.
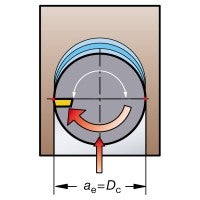
Řezné síly jsou jak radiální, tak i axiální.
Na nástroj navíc ještě působí další namáhání v důsledku oboustranného obrábění drážky, což znamená, že při ae=Dc vznikají velké radiální řezné síly a dlouhé třísky.
Doporučené podmínky obrábění
- Snižte posuv na 75 % běžné hodnoty
- Pokud okamžitě po šikmém zahlubování následuje frézování drážky, je na dráze rovnající se průměru frézy velmi důležité pokračovat při nízkých hodnotách posuvu, dokud zadní břitová destička nevystoupí z řezu
- Pro usnadnění odvádění třísek použijte řeznou kapalinu
- Z důvodu zmenšení oblasti kontaktu nástroje s obrobkem snižte poloměr nástroje
- Použití přímého zahlubování je třeba omezit pouze na úzké drážky o šířce menší než 30 mm, jestliže je přístup pro zahlubování po šroubovici omezen.
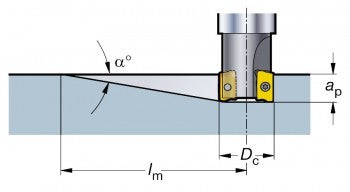
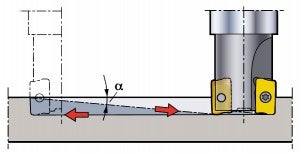
Progresivní šikmé zahlubování
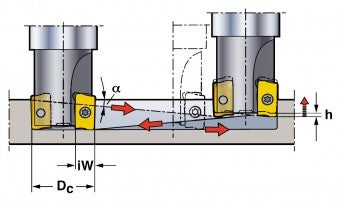
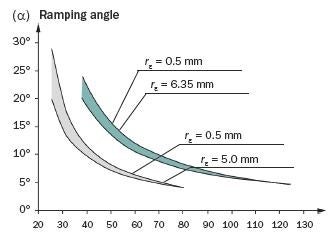
Při obrábění hlubokých drážek s využitím šikmého zahlubování lze snadno zvýšit produktivitu tak, že namísto zahlubování pouze v jednom směru (jednoduché šikmé zahlubování) se zahlubování provádí v obou směrech (progresivní šikmé zahlubování).
Pozor: Pokud fréza sestupuje s maximálním možným úhlem šikmého zahlubování, musí být před jakoukoli změnou směru zvednuta nahoru o vzdálenost h. Středová část těla frézy je tím chráněna před poškozením.
Jednoduché postupné zahlubování.
Korekce dráhy nástroje
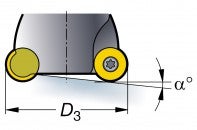
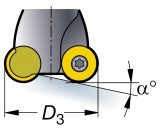
Progresivní šikmé zahlubování při maximálním úhlu sestupu.
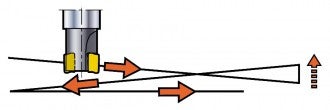
Na maximální úhel sestupu při šikmém zahlubování má vliv poloměr rohu břitové destičky
Příklad:
Křivky v diagramu znázorňují průběh platný pro minimální a maximální poloměr. Pro mezilehlé poloměry je třeba použít interpolaci.
Průměr nástroje, Dc mm

= Velikost VBD 22

= Velikost VBD 16
Dvouosé postupné zahlubování – po kruhové dráze
Posouzení obráběcího procesu
Při zahlubování pomocí šroubovicové interpolace je třeba uvážit tři hlavní faktory – jejich nesprávný výběr má za následek problémy.
- Vhodná velikost frézy pro daný průměr díry
- Stoupání na otáčku
- Rychlost posuvu
1. Volba vhodného průměru frézy pro danou velikost díry
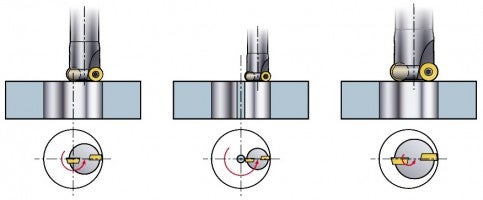
Vhodná velikost (průměr) frézy je velmi důležitá v případě použití fréz, které nemají středové břity. Průměr frézy rozhoduje o tom, zda břitové destičky řežou přes středovou osu díry.
Je-li průměr frézy příliš malý, v ose díry zůstává jádro – podobně jako při vrtání jádrovým vrtákem. To je přípustné pouze u značně velkých děr, ale jádro je nutné podepřít, jelikož se naklání.
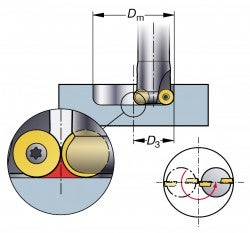
Je-li průměr frézy příliš velký, dráha břitové destičky neprochází osou díry a bude se tvořit výčnělek, který se střetne s čelem nástroje.Maximální průměr díry
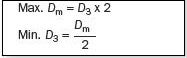
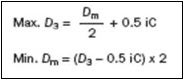
- Maximální průměr díry, Dm, který je možné vytvořit za jednu spojitou otáčku po spirále je 2 x D3
- Jde v podstatě o oboustranné frézování drážky, přičemž uprostřed slepé díry vzniká na dně výčnělek
- Odstranění výčnělku a získání rovného dna se docílí posuvem nástroje přes střed dna
Max. průměr díry Dm
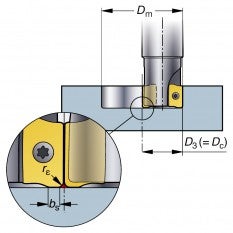
Průměr frézy v případě rovného dna
- Pro zabezpečení toho, aby na dně slepé díry nezůstával výčnělek, je nutné posoudit velikost poloměru břitové destičky
- Pokud je průměr frézy příliš velký, výčnělek není možné odstranit přejezdem frézy přes střed dna
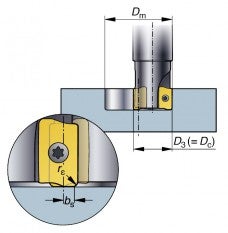
Min. průměr díry Dm
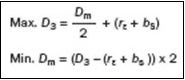
Min. průměr díry Dm
Minimální průměr v případě průchozí díry
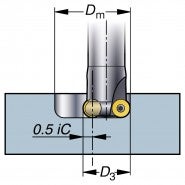
- Minimální průměr díry, který ještě zaručuje, že v důsledku toho, že záběr frézy neprochází přes střed díry, nedojde ke kolizi tělesa frézy se dnem díry
- Hodnota b určuje maximální velikost přísuvu do záběru při ponorném frézování a je stejně velká i v případě maximálního překrytí
- Pro kruhové břitové destičky se, b vypočítá ze vztahu b = 0.8 x iC
- Výčnělek nelze odstranit.
2. Stoupání (P)
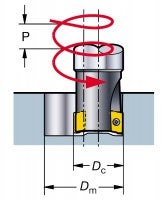
Stoupání nesmí být nikdy větší, než je maximální hodnota ap pro danou frézovací koncepci, a závisí na průměru díry, průměru frézy a úhlu sestupu.
3. Rychlost posuvu
Velikost posuvu vždy záleží na hodnotě hex, která vzájemně koresponduje s obvodovou rychlostí posuvu, vfm. Nicméně mnoho strojů vyžaduje zadání posuvu v ose nástroje, vf, který je třeba vypočítat ze vztahu:
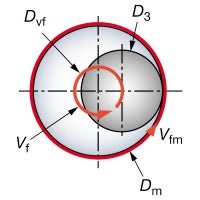
Dvf = naprogramovaná dráha nástroje
Naprogramovaná rychlost posuvu:
vfm = při použití korekce na poloměr
vf = při použití posuvu v ose nástroje
Vnější postupné zahlubování pomocí šroubovicové interpolace
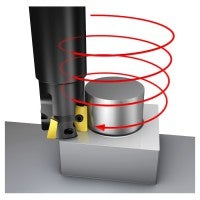
Vnější postupné zahlubování pomocí šroubovicové interpolace (3osé)

Vnější frézování pomocí kruhové interpolace (2osé)
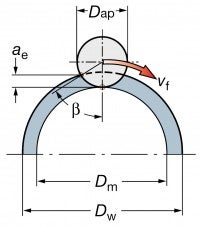
Co vyžaduje úspěšné postupné zahlubování po kruhové dráze?
Ve srovnání s vnitřním frézováním/postupným zahlubováním po kruhové dráze:
- Posuv v ose nástroje, vf, je třeba zvýšit namísto snížit
- Radiální hloubka řezu, ae, je při vnějším frézování významně nižší, proto je možné použít vyšší řezné rychlosti
- hex se stanoví stejným způsobem jako při frézování obrysů
- Technika programování ale jinak zůstává velice podobná, jako při vnitřním frézování děr
Frézování děr a dutin/vybrání
Dvouosé postupné zahlubování po lineární dráze Postupné zahlubování po kruhové dráze Zvětšování... keyboard_arrow_right
Zvětšování rozměrů díry
Zvětšení stávající díry je možné provést jak zahlubováním pomocí šroubovicové interpolace,... keyboard_arrow_right
Postupné zahlubování po kruhové dráze
Co je to postupné zahlubování po kruhové dráze s využitím vrtáku s vyměnitelnými... keyboard_arrow_right
Interpolační soustružení
Interpolační soustružení je metoda vyvinutá pro moderní obráběcí centra a víceúčelové... keyboard_arrow_right
