
CoroMill 331
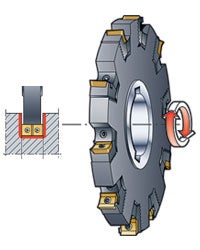
Univerzální kotoučová fréza

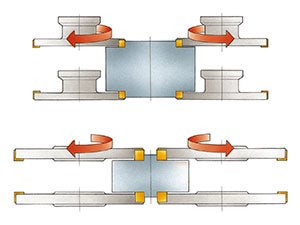
Postup při seřízení šířky u stavitelné oboustranné kotoučové frézy.Nastavení
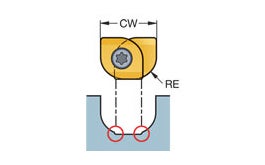
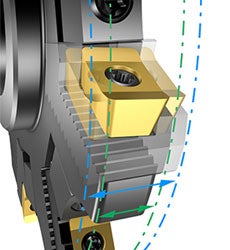
Obrábění s využitím břitových destiček s velkým poloměrem zaoblení rohů
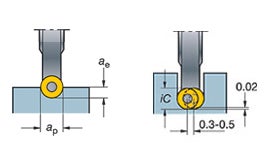
Obrábění s využitím kruhových břitových destiček
Pro hloubku drážky větší než IC/2 je doporučeno provést seřízení všech kazet s přesazením 0.5 mm (0.020 inch)



Užitečné rady
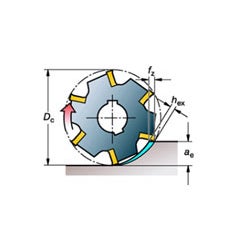
Maximální tloušťka třísky
Nejdůležitějším faktorem, který je třeba mít vždy na paměti, je v případě aplikací při dělení materiálu a frézování drážek maximální tloušťka třísky (hex).
• Poměr radiální hloubky řezu vůči průměru frézy je vždy menší než 30%
• Aby při práci v oblasti příliš malých tlouštěk třísky nedocházelo místo k řezu k odírání obráběné plochy, využívejte optimální hodnotu hex stanovenou na základě poměru ae/DC
• Přesná hodnota hex je zárukou správného průběhu záběru s lepší kvalitou obrobené plochy a životností nástroje

Volba nástrojové třídy
• Jako první volbu pro výrobu drážek použijte PVD nástrojové třídy
• Jako první volbu pro frézování jednostrannou kotoučovou frézou použijte CVD nástrojové třídy

Metodický postup při frézování kotoučovými frézami
Využijte tyto užitečné rady a zhodnoťte operace, které používáte při frézování drážek, co nejvíce.
Vyhněte se problémům souvisejícím se vzájemným překrytím
• Používejte břitové destičky v provedení Tailor Made se zkrácenou délkou řezné hrany
• Snížení opotřebení v oblasti překrytí
• Lepší kontrola utváření třísek a snížení spotřeby energie až o 10%
Doporučení
Volba tělesa frézy
- Frézy jsou navrženy a pojmenovány podle příslušných oblastí použití, např. oboustranná kotoučová fréza, jednostranná kotoučová fréza, fréza pro frézování čelních ploch ze zadní strany atd.
- S ohledem na co nejvyšší stabilitu použijte pro požadovanou hodnotu ar, nejmenší možný průměr frézy
- V případě pevně stanoveného průměru použijte s ohledem na zvýšení produktivity frézu s vysokým zn
Oboustranná kotoučová fréza
| Pravostranná fréza | |
| Pravostranná kazeta |
|
| Levostranná kazeta | |
Jednostranná kotoučová fréza
| Pravý smysl otáčení vřetena | Levý smysl otáčení vřetena | ||
| Pravostranná fréza R331.52…R Pravostranná kazeta |
 |
Levostranná fréza L331.52…L Levostranná kazeta |
|
| Pravostranná fréza R331.52…L Levostranná kazeta |
Levostranná fréza L331.52…R Pravostranná kazeta |
||
| Pravostranná fréza R331.52 |
Levostranná fréza L331.52 |
||
| Levostranná fréza L331.52 |
Pravostranná fréza R331.52 |
||
Délka břitu
Při výběru kotoučových fréz pro výrobu drážek je vždy doporučeno volit co nejmenší šířku frézy. Z hlediska stability obrábění má zásadní význam optimalizace vzájemného překrytí mezi dvěma sousedními břitovými destičkami.
Volba kazet
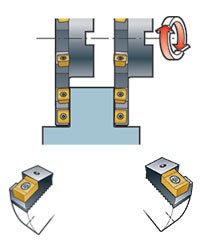
Jednostranná kotoučová fréza
Oboustranná kotoučová fréza
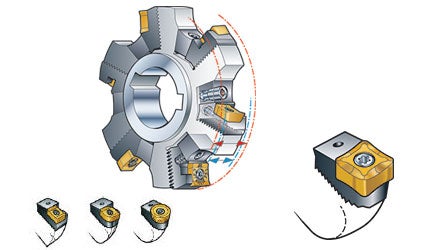
Pozor: Průměr frézy, DC, se při použití čtvercových břitových destiček s 8 řeznými hranami zvětší o 3.2 mm (0.126 inch).
První volba břitových destiček
Frézování oboustrannou kotoučovou frézou 
| Hrubování | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Střední obrábění | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Dokončování | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Pro všechny skupiny obráběných materiálů jsou uvedená doporučení platná pro obrábění za sucha, výjimkou jsou materiály ISO-S, u kterých je doporučeno obrábění za mokra. V případě obrábění za mokra zvažte použití nástrojové třídy s PVD povlakem.
Frézování jednostrannou a dvojitou jednostrannou kotoučovou frézou 
| Hrubování | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Střední obrábění | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Dokončování | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Pro všechny skupiny obráběných materiálů jsou uvedená doporučení platná pro obrábění za sucha, výjimkou jsou materiály ISO-S, u kterých je doporučeno obrábění za mokra. V případě obrábění za mokra zvažte použití nástrojové třídy s PVD povlakem.
Volba geometrie
| Nenáročné, dobré podmínky | Náročné, špatné podmínky | ||||
|
| |||||
| Ostrost | Houževnatost | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Řezné podmínky
| Objednací kód | Skupina materiálů dle ISO | fz | hex | ||
| Počáteční hodnota | Min.-max. | Počáteční hodnota | Min.-max. | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910