
Fresamento trocoidal e fatiamento

Os métodos de fresamento trocoidal e fatiamento foram originalmente desenvolvidos para desbaste e semidesbaste de materiais difíceis como aços duros ISO H, materiais HRSA e ISO S, mas também podem ser usados com outros materiais, especialmente em aplicações sensíveis à vibração.
O fresamento trocoidal é usado principalmente para usinagem de canais.
Geralmente, o fatiamento é usado para o semiacabamento dos cantos.
Ambos esses métodos provaram ser muito seguros e produtivos.
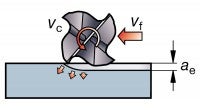
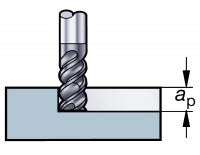
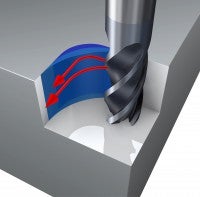
As técnicas de fresamento trocoidal e fatiamento são baseadas em uma profundidade de corte radial pequena, ae, que:
- Gera uma força de corte radial pequena que exige menos estabilidade e permite uma profundidade de corte maior, ap
- Significa que somente um dente está em corte por vez, que minimiza a tendência à vibração
- Reduz o calor na zona do corte devido ao tempo de contato menor, possibilitando o uso de velocidades de corte mais altas
- Gera cavacos com pouca espessura, hex, mas um avanço alto, fz
Escolha da ferramenta
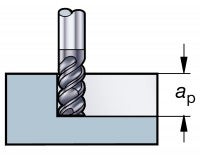
A técnica de fatiamento também pode ser usada com fresas de arestas longas que combinam uma profundidade de corte radial pequena, ae com profundidade de corte axial grande, ap.
Como aplicar o fresamento trocoidal e fatiamento
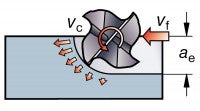
O fatiamento usa uma velocidade de corte mais alta, vc, e um corte axial, ap, mas com apenas pequenos contatos radiais, ae, e avanço por dente, fz. Isto é possível porque:
- Fator Cavacos com espessura finaArco de contato pequeno
- Efeito Menor força de corte/deflexãoTemperatura reduzida na zona de corte
- Benefícios Cortes axiais mais profundosVelocidades mais altas
Fresamento trocoidalÁrea de aplicação
Um excelente método para o fresamento de canais quando a vibração for um problema; Ele também é adequado para fresamento em desbaste de cavidades confinadas, bolsões e canais.Definição
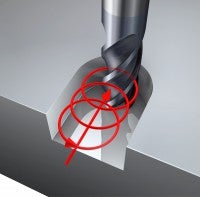
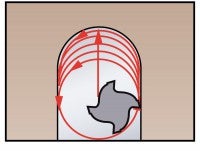
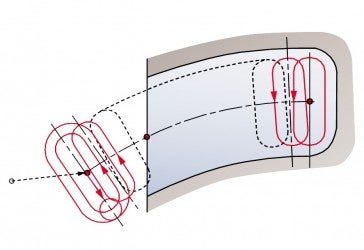
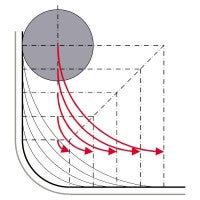
O fresamento trocoidal pode ser definido como fresamento circular que inclui movimentos simultâneos para frente. A fresa remove repetidas "fatias" do material em uma sequência de percursos espirais contínuos da ferramenta em sua direção radial.
Ele requer a programação especializada e recursos da máquina-ferramenta.
A ferramenta é programada com entrada e saída do corte por rolagem, com o passo radial, w, mantido baixo, que significa que:
- O arco de contato controlado gera forças de corte baixas que permitem altas profundidades de corte axiais
- Todo o comprimento da aresta de corte é utilizado garantindo que o calor e o desgaste são uniformes e distribuídos, resultando em uma vida útil da ferramenta mais longa que o fresamento de canais tradicional
- Devido ao arco de contato mais curto, ferramentas multiarestas são usadas permitindo altos avanços da mesa com vida útil da ferramenta segura
- A profundidade de corte radial máxima, ae, não deve exceder 20% do diâmetro da fresa
ap ≤ 2 x Dc
ae = pequeno
vf = alto
vc = até 10 vezes que os métodos convencionais
Para canais com largura inferior a 2 x Dc
A ferramenta é programada em um percurso espiral contínuo que avança na direção radial para formar um canal ou um perfil. O avanço é constante com um corte radial continuamente variável. A ferramenta fica fora do corte 50% do tempo.Considerações
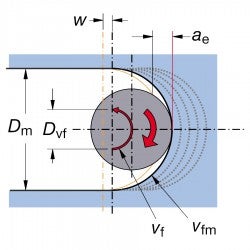
1) O corte radial muda constantemente e, na maior imersão, é mais alto que passo programado, w.
2) É importante manter o diâmetro da fresa a uma razão menor que 70% da largura do canal e o passo radial, w, abaixo de 10% do Dc.
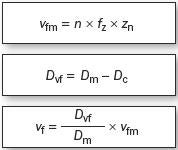
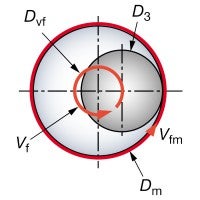
3) O avanço é constante, porém, o avanço do centro da ferramenta, vf, difere do avanço da periferia, vfm. Quando o avanço for programado com base no centro da ferramenta, o avanço periférico deve ser calculado.
Parâmetros de corte
- Diâm. máx. da fresaDc = 70% da largura do canal
- Passow = máx. 10% Dc
- Corte radial máx.ae = 20% Dc
- Corte axialap = até 2 x Dc
- Avanço inicial por dentefz = 0,1 mm
Calcule o avanço programadovf
Dicas de aplicação de fresamento trocoidal
O fresamento trocoidal fornece um processo mais seguro comparado com o fresamento de canais tradicionais ou em mergulho, com vida útil mais longa e custos de ferramentas mais baixos pois, uma ferramenta de 12 mm substitui uma ferramenta de 8 mm.Para canais mais largos que 2 x Dc
Um percurso espiral contínuo, como os programados para um canal estreito em que 50% do tempo é gasto com a ferramenta fora do corte, pode ser otimizado conforme o canal fica mais largo:
- Corte com entrada por rolagem – raio programado (radm) = 50% de Dc.
- G1 com ae = 0,1 x Dc.
- Corte com saída por rolagem – raio programado (radm) = 50% de Dc.
- Movimento rápido para a próxima posição inicial.
- Repita o ciclo.
Fatiamento – fresamento de cantos
Área de aplicação
O fatiamento é uma técnica de semidesbaste usada em fresamento de cantos quando a ferramenta maior usada na operação anterior não puder alcançar.Definição
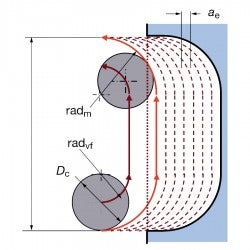
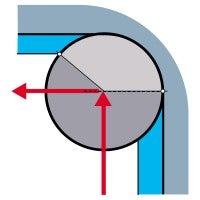
Diferente do fresamento trocoidal, sem a necessidade de entrada e saída por rolagem porque o corte radial é feito a partir de zero até o máximo, no meio, e cai para zero novamente.
Múltiplos passes removem o material sucessivamente garantindo baixa imersão radial/ângulo de contato consistente e baixas forças de corte.Considerações:
Redução da faixa de avanço em cantos:
- Como com todo contorno radial, quando a programação com um avanço do centro da ferramenta, vf, a faixa de avanço precisa ser reduzida em relação ao avanço da periferia da ferramenta, vfm, para manter um avanço constante por dente
- A profundidade de corte pode se tornar muito grande para usinar no mesmo avanço alto como com o corte em linha reta, dependendo da relação do diâmetro da fresa e do raio de canto
- Porém, a relação entre o diâmetro do percurso da fresa programado, Dvf, e diâmetro do furo, Dm, aumenta constantemente na direção do raio do canto acabado, que significa que o avanço precisa diminuir continuamente para cada passe
- O processo se torna instável e a vibração ocorre
- Uma máquina-ferramenta com boa estabilidade dinâmica e o controle de redução do avanço central da ferramenta são essenciais para o fresamento bem-sucedido dos cantos internos
Fatiamento
Convencional

Dvf e vf diminuem continuamente a cada passe
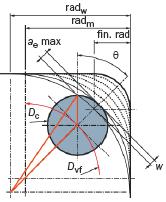
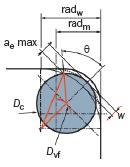
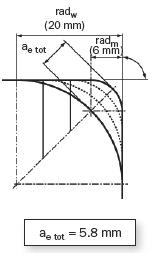
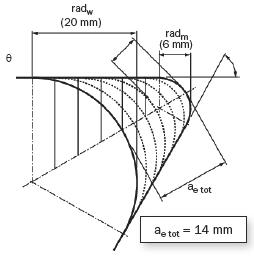
w = passo radial
radm = raio final da peça
radw = raio inicial da peça
Para o mesmo raio inicial e final, o número de passes necessário dependerá de acordo com o ângulo do canto. Para cantos com ângulos inferiores a 60˚, o fresamento em mergulho usando uma broca para mergulho pode ser uma boa solução.Ângulo de canto
Canais ou fresamento de canais
Canais ou fresamento de canais é uma operação na qual o fresamento lateral e o faceamento... chevron_right
Fresamento em mergulho
O que é um fresamento em mergulho bem-sucedido? No fresamento em mergulho, o corte... chevron_right
Fresamento de furos e cavidades/bolsões
Usinagem em rampa linear com dois eixos Usinagem em rampa circular Alargamento... chevron_right
Disco da ventoinha
Feito de titânio, esta peça tem câmaras internas que devem ser mandriladas e canais... chevron_right
