
Alargamento de um furo por fresamento
O alargamento de um furo existente pode ser realizado pela usinagem em rampa circular ou fresamento circular.
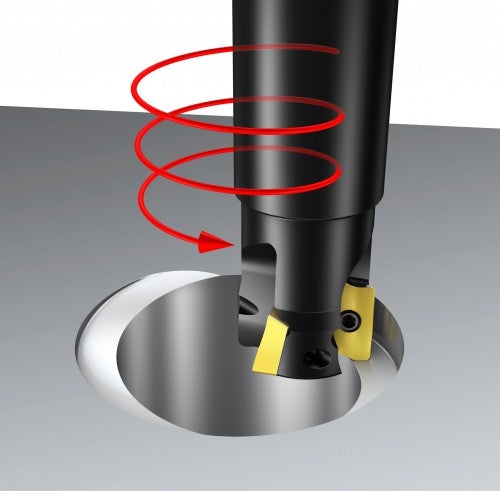
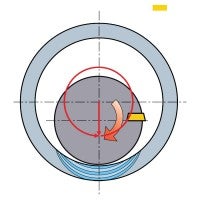
Usinagem em rampa circular
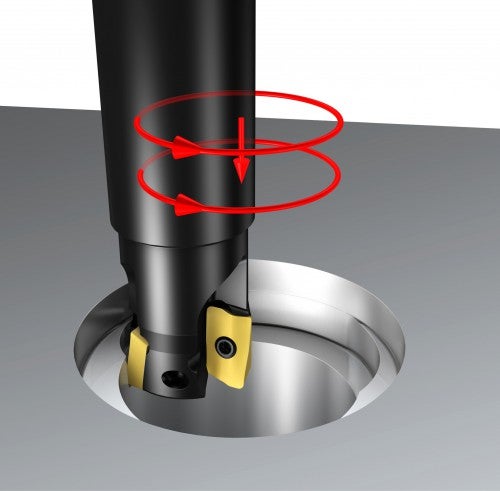
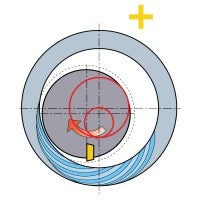
Fresamento circular
Usinagem em rampa circular – 3 eixos
- Usinagem em rampa constante
- Sem entradas e saídas
- Fresa em constante contato
- Ação da usinagem em rampa – corte no fundo
Primeira escolha:
- A profundidade de furo é maior que o ap máximo para ferramenta
- A melhor concentricidade e circularidade do furo
- Em aplicações sensíveis à vibração

Fresamento circular – 2 eixos
O fresamento circular é um método alternativo ao uso tradicional das ferramentas de mandrilamento. O fresamento circular pode ser realizado ao mover as fresas a 90 graus em um percurso circular da ferramenta.
- Z constante
- Entrada e saída a cada nível
- A entrada por rolagem no corte deve ser programada
- A tolerância do furo com o mandrilamento não é tão boa quanto o fresamento circular
- Marcas de passo em cada passe
Primeira escolha:
- Programe o percurso da ferramenta mais de 360 graus para evitar as marcas de passo
- Somente um passe é necessário Fresa com capacidade de ap altoFuro raso
- Capacidade de usinagem em rampa ruim ou inexistente – aresta longa sem apoio axial
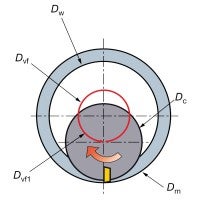
Cálculo do avanço
O avanço precisa ser reduzido devido ao:
- ae mais alto relativo ao corte reto, que reduz o efeito de afinamento do cavaco
- O avanço periférico é maior que o avanço central da ferramenta
- Calcule o avanço com base em Dvf.
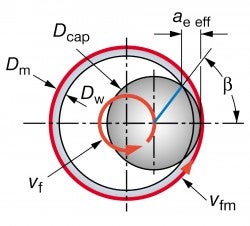
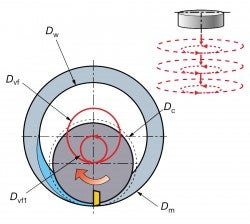
Entrada no corte
Entrada por rolagem no corte garante os cavacos finos na saída. O baixo ângulo de contato reduz a vibração e assegura alta produtividade.
Fresamento de furos e cavidades/bolsões
Usinagem em rampa linear com dois eixos Usinagem em rampa circular Alargamento... chevron_right
Usinagem em rampa: Linear e circular com dois eixos
O que é uma usinagem em rampa bem-sucedida? Usinagem em rampa linear é uma maneira... chevron_right
Usinagem em rampa circular
O que é uma usinagem em rampa circular com brocas com pastilha intercambiável? Uma... chevron_right
Fresamento de roscas
O fresamento de roscas produz roscas com movimento de usinagem em rampa circular... chevron_right
