
Tornofresamento
O que é um tornofresamento bem-sucedido?
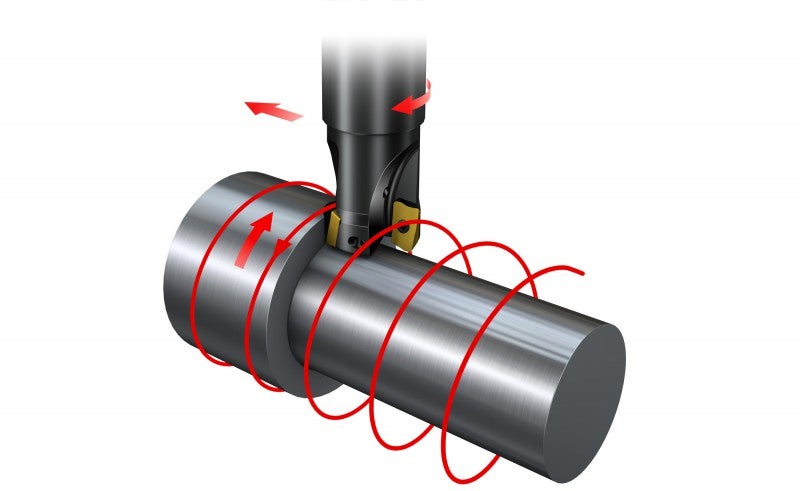
O tornofresamento é definido como o fresamento de uma superfície curva enquanto a peça gira em torno de seu ponto central.
Formatos ou perfis excêntricos que diferem consideravelmente daqueles produzidos por operações convencionais de fresamento ou torneamento podem ser geralmente tornofresados. O método possibilita alta taxa de remoção de metal com excelente controle de cavacos.
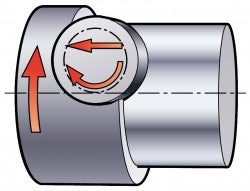
- Uma superfície cilíndrica pode ser produzida somente quando avançar a fresa na direção radial durante a rotação
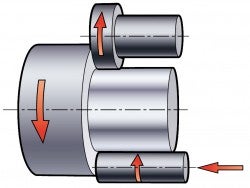
- Ao mover simultaneamente a fresa em duas direções, é possível produzir superfícies excêntricas, p.ex. cames em eixos
- O movimento em mais de 2 eixos requer uma ferramenta com capacidade para usinagem em rampa
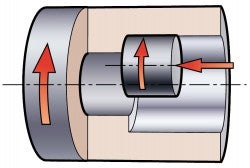
- Para usinar em um formato cônico, são necessários 5 eixos
- O tornofresamento de perfis complexos, ex. pás de turbinas, requer o movimento simultâneo em 5 (ou 4) eixos, 2 ou 3 para a peça e 1 ou 2 para a ferramenta
- É possível produzir peças, como pás de turbinas, ao avançar a fresa em mais de 2 eixos enquanto a peça gira simultaneamente
Escolha do processo de tornofresamento
Tornofresamento frontal – 4/5 eixos
Principal método para usinagem externa.
+ Extensões de ferramentas curtas
+ Diâmetros de ferramentas menores/baixo torque
+ Peças externas/delgadas
+ Perfilamento
− Não é uma superfície cilíndrica natural
− Interno
Tornofresamento periférico – 3/4 eixos
O mesmo princípio como para interpolação circular (interna/externa), mas no tornofresamento a peça e a fresa giram.
Usado principalmente para características internas.
+ Usinagem interna
+ Superfície cilíndrica
+ Canais estreitos
+ Fresamento de roscas
+ Circularidade
− Perfilamento
− Diâmetros maiores/alto torque
− Longos balanços
Como aplicar o tornofresamento
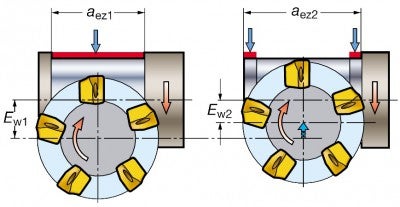
Posição da fresa - pastilhas retangulares/wiper
Posicionamento da fresa
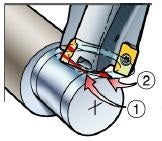
Largura de corte
1 = Primeiro corte
2 = Segundo corte
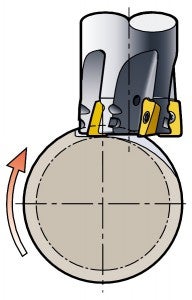
Em operações de tornofresamento frontal, uma pastilha Wiper é usada para gerar contato linear direto entre a fresa e a superfície usinada a fim de criar a parte cilíndrica da peça.
Como a superfície fresada é convexa, a fase Wiper precisa ser plana e não raiada. Para cobrir a largura completa da fresa, a ferramenta precisa ser posicionada com pelo menos dois offsets: primeiro Ew1 durante a primeira rotação da peça e então movida para Ew2 para um segundo corte.
Posição da fresa - pastilhas redondas/não Wiper
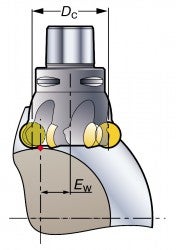
Para produzir uma superfície mais plana possível em operações de tornofresamento, uma fresa com diâmetro pequeno e uma largura de corte, ae, menor que 40% do diâmetro efetivo da fresa, DC, é ideal.
Porém, o ae precisa aumentar para obter a melhor produtividade. Isso pode ser feito aumentando:
- Diâmetro da fresa
- Relação do contato radial – ae/DC
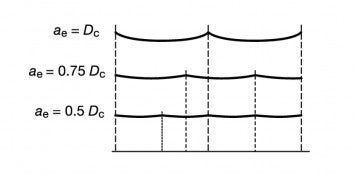
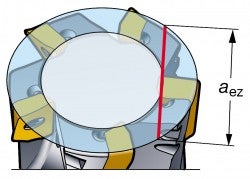
Para obter a altura aceitável da crista, a fresa precisa ser deslocada do centro. A quantidade de deslocamento depende do ae e é obtida no diagrama para o respectivo ae/DC.
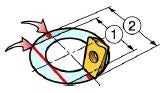
Offset e largura de corte
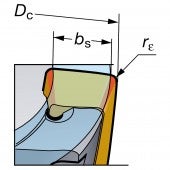
Largura Wiper
Largura de corte
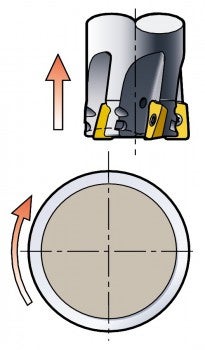
Para fresamento de uma superfície mais larga que o diâmetro da fresa, é necessário permanecer na posição inicial e então mover a fresa na direção axial até o comprimento necessário, que não pode, porém, ser maior que 80% do aez1 por rotação. Se um canto a 90° for necessário, a fresa precisa se mover para uma segunda posição, Ew2.
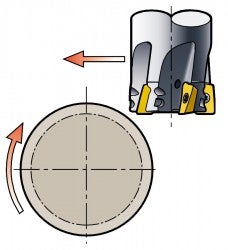
Princípio de penetração
Durante o processo de tornofresamento, a ferramenta de fresamento deve avançar na direção radial da peça. A velocidade de rotação da peça deve corresponder ao avanço/dente recomendado para a pastilha. A fresa deve avançar axialmente.
Torneamento geral
O que é torneamento O torneamento gera perfis arredondados e cilíndricos com uma... chevron_right
Torneamento externo
As operações de torneamento externo usinam o diâmetro externo da peça. Uma vez que... chevron_right
Fresamento
Ao avaliar um resultado bem-sucedido em aplicações de fresamento, ele depende muito... chevron_right
Métodos de fatiamento
Os métodos de fresamento trocoidal e fatiamento foram originalmente desenvolvidos... chevron_right
