
Fresamento de cantos a 90 graus
Operações de fresamento de cantos a 90 graus incluem:
- Fresamento de cantos a 90 graus/faceamento
- Fresamento de borda periférico
- Fresamento de cantos a 90 graus de paredes finas que sofrem deflexão
Fresamento de cantos a 90 graus/faceamento

O que é um o fresamento de canto a 90 graus/faceamento bem-sucedido?
O fresamento de cantos a 90 graus gera duas faces simultaneamente, o que exige fresamento periférico em combinação com faceamento. Conseguir um canto a 90 graus perfeito é um dos requisitos mais importantes. O fresamento de cantos a 90 graus pode ser realizado com as tradicionais fresas para cantos a 90 graus quadradas e também com o uso de fresas para fresamento de topo, fresas de aresta longa e fresas de disco e de facear. Devido ao grande número de opções, é essencial considerar cuidadosamente os requisitos operacionais para fazer a escolha ideal.
Escolha da ferramenta
Fresas para fresamento de canto a 90 graus
Fresas de facear cantos a 90 graus com desenho convencional costumam ser capazes de fresar cantos a 90 graus “reais” em cantos rasos. Muitas fresas de facear cantos a 90 graus são fresas universais e podem ser usadas com vantagem para produzir furos. Elas oferecem uma boa alternativa à fresas de faceamento ao fazer o fresamento axial de superfícies com deflexão ou para o fresamento próximo à faces verticais.
Fresas para fresamento de topo
A pastilha intercambiável e as fresas topo inteiriças de metal duro oferecem boas soluções para cantos a 90 graus que exijam acessibilidade.
Fresas de aresta longa
As fresas de aresta longa são comumente usadas no fresamento de cantos a 90 graus mais profundos.
Como aplicar
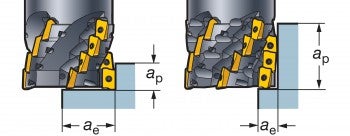
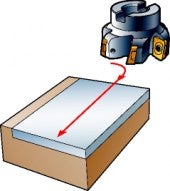
Fresamento de cantos a 90 graus rasos
Esta operação usada com frequência costuma ser realizada por fresas de facear cantos a 90 graus e fresas de topo. Um corte raso permite um corte radial maior. Geralmente estas fresas podem substituir fresas de facear, especialmente quando a pressão axial na peça for uma limitação e quando houver exigência por acessibilidade próximo a faces verticais ou seções de dispositivos de fixação. Opções de fresa para cantos a 90 graus muito grandes permitem acessibilidade ideal no fresamento raso de cantos a 90 graus localizados em um ponto profundo.

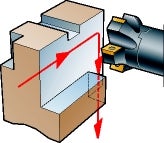
Fresamento de cantos a 90 graus profundos
Use passes repetidos com fresas de facear para canto a 90 graus e fresas de topo. Para minimizar os erros superficiais, como cristas e arestas de transição entre os passes, é essencial usar uma fresa de alta precisão com capacidade para produzir cantos a 90 graus. Se a profundidade do canto a 90 graus for menor que 75% do comprimento da aresta de corte, a qualidade da superfície vertical não costuma exigir acabamento extra.
Use um passe único com uma fresa de aresta longa
Uma fresa de aresta longa é uma boa solução para aplicações de fresamento de cantos a 90 graus mais profundos, grandes e, geralmente, mais pesados. Elas têm uma capacidade de alta remoção de metal e costumam ser usadas para fresamento de desbaste pois a textura superficial resultante é caracterizada pelo fresamento lateral com altas taxas de avanço.
Estas fresas têm requisitos específicos em relação a:
- Estabilidade
- Condição do fuso
- Escoamento de cavacos
- Sistemas de fixação
- Potência
As forças radiais são consideráveis ao fazer esta aplicação difícil de fresamento lateral.
Fresas de aresta longa mais curtas são adequadas para:
- Cantos a 90 graus radialmente grandes mas rasos.
- Abertura de canais em cheio em uma profundidade equivalente ao diâmetro, o que pode representar limitações para a máquina
Versões mais longas destinam-se a:
- Fresamento de cantos a 90 graus com profundidade radial moderada.
- Usinagem de borda em máquinas potentes e estáveis
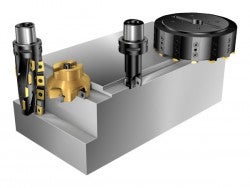
Fresamento de cantos a 90 graus localizados em pontos profundos

Opções de fresa para canto a 90 graus muito grandes permitem acessibilidade ideal no fresamento raso de cantos a 90 graus localizados em um ponto profundo. Para estes cantos a 90 graus que estão localizados em profundidades ainda maiores, use extensões com o acoplamento Coromant Capto. Fresas de aresta longa também estão disponíveis em versões grandes a serem usadas para cantos a 90 graus mais profundos em locais fundos. Entretanto, as profundidades de corte radial são mais limitadas.
Lista de verificação e dicas de aplicação
- O fresamento concordante é sempre a primeira escolha e especialmente importante no fresamento de cantos devido ao ângulo de posição de 90°
- A usinagem deve ser realizada de modo que direcione as forças de corte para os pontos de apoio da fixação o máximo possível. Sendo assim, o fresamento discordante pode ser uma alternativa favorável em alguns casos
- A seleção do passo da fresa depende da estabilidade de todo o sistema, incluindo: a máquina-ferramenta, a peça e sua fixação, bem como o material da peça
- Em máquinas ISO 40 e menores, recomenda-se fresas de passo largo devido à estabilidade limitada
- Fresas de passo largo também são recomendadas para usinagem de peças montadas em pontos altos de um dispositivo de fixação em formato de cubo
- O posicionamento da fresa na peça é extremamente importante e deve receber atenção especial
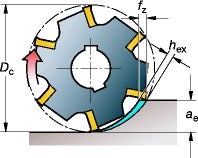
- Quando Dc/ae >10, o avanço, fz, deve ser ajustado de acordo com o valor hex a fim de se obter um bom resultado e evitar a quebra da aresta
- Se a profundidade do canto a 90 graus for menor que 75% do comprimento da aresta de corte, a qualidade da superfície vertical não costuma exigir acabamento extra
- Escolha uma classe de pastilha de metal duro mais tenaz do que o faceamento
- Se forem usadas fresas de aresta longa, as condições são exigentes, sendo assim, poderá ser necessário usar uma classe ainda mais tenaz
- Quanto mais fundo o corte, mais importante é a escolha de uma velocidade de corte baixa a fim de evitar vibrações
- Quando ocorrerem vibrações, diminua o vc e aumente fz, compare com o valor hex recomendado!
- Certifique-se de que haja potência de máquina suficiente para os dados de corte escolhidos
Sistemas de fixação
- Dê atenção especial aos requisitos de potência ao fazer cortes grandes, especialmente com fresas de aresta longa
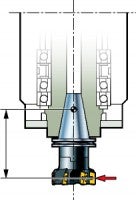
- A montagem da ferramenta tem grande influência no resultado do fresamento para fresas menores que 50 mm
- Quanto maior a profundidade de corte, mais importante é o tamanho e a estabilidade do acoplamento: uma vez que as forças radiais são consideráveis ao usar fresas de facear canto a 90 graus, principalmente em fresas de aresta longa
- os acoplamentos Coromant Capto® propiciam ótima estabilidade e menor deflexão para todos os tipos de fresas – especialmente importante com ferramentas longas ou estendidas
Entrada por rolagem
- Entradas suaves no corte são essenciais para evitar vibração e prolongar a vida útil da ferramenta, especialmente no fresamento de cantos a 90 graus
- Programe a fresa para que entre no corte por rolagem, gere sempre uma espessura de cavaco na saída que seja zero: estas duas características assegurarão avanço mais alto e vida útil mais longa da ferramenta
- Este método é mais adequado para aplicações em que o fresamento é feito em torno de cantos externos, pois isto evita mudanças acentuadas no corte
- Mantenha o contato da fresa em um corte contínuo
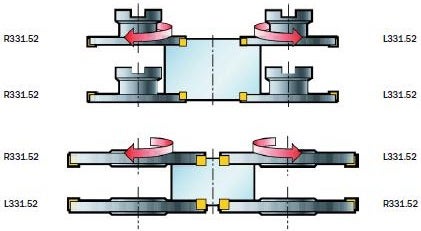
Fresamento de cantos a 90 graus usando fresas de disco e de facear
Fresas de disco e de facear também são usadas para o fresamento de cantos a 90 graus, especialmente se a configuração for estreita e radialmente larga. Geralmente estas fresas são a única solução possível para o faceamento reverso de cantos a 90 graus e faces ocultas.
| Direita | Esquerda |
 |
Fresamento de borda periférico

O que é um fresamento de borda periférico bem-sucedido?
A usinagem de uma borda é, na verdade, uma operação de fresamento lateral aplicada em passes de contorno da ferramenta. O fresamento lateral e a usinagem de borda são opções do fresamento periférico.
Escolha da ferramenta

- Bordas finas costumam ser produzidas por fresas de fresamento de topo, enquanto que bordas mais profundas ou mais grossas são geradas por fresas de topo que usem passes de “fresamento de cantos a 90 graus” repetidos ou por fresas de aresta longa em um único passe
- Os cantos a 90 graus com profundidades que sejam duas vezes o tamanho do diâmetro são usinadas efetivamente usando fresas de aresta longa ou fresas de metal duro. Para estes cantos a 90 graus profundos ou bordas grossas da peça, recomenda-se uma profundidade do corte radial de 0,5 vezes o tamanho do diâmetro
- As fresas de disco e de facear também podem ser usadas para a usinagem de borda ou o fresamento periférico
- Uma hélice grande assegura um número suficiente de dentes em corte e uma ação de corte suave para usinagem de bordas em profundidades de corte radial pequenas
- Um tipo de passo fino ou extrafino da fresa é especialmente adequado para a usinagem de borda. Isto também é verdadeiro no fresamento de bordas mais finas ou cantos a 90 graus de borda rasa usando fresas de topo a 90º
Como aplicar
Textura superficial – gerada radialmente
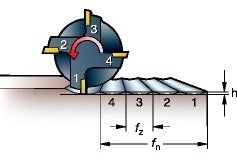
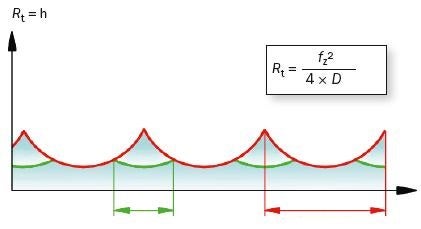
Quando não há batimento radial na fresa, a altura do pico, h,
será igualmente alta e pode ser calculada usando a fórmula:
Profundidade do perfil / altura do pico
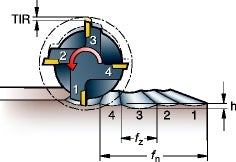
Quando há batimento radial na fresa, o avanço por dente, fz,
e, consequentemente, a altura do pico, h, irá variar de acordo com o TIR.
 | |
| fz | Batimento radial fz |
Conforme mencionado, a textura superficial e as tendências concordantes podem limitar a faixa de avanço, especialmente quando a profundidade do corte radial for pequena.
Quando usar o lado de uma fresa de topo para o fresamento de um perfil, gera-se uma série de ‘picos’. A altura do pico, - h, é determinada por:
- Diâmetro da fresa, Dc
- Avanço por dente, fz
- Leitura do indicador da ferramenta do batimento radial, TIR
Fresas de pastilha intercambiável terão sempre um TIR mais alto que as fresas de metal duro. Além disso, quanto maior o diâmetro da fresa, maior o número de dentes, o que aumenta a distância entre os pontos alto e baixo do pico.
Para melhor acabamento superficial:
- Use uma fresa de metal duro
- Use um mandril potente de alta precisão, com o acoplamento Coromant Capto
- Use o menor balanço possível
Recomendação de avanço (independente de hex):
- Fresas com pastilha intercambiável, valor inicial fz = 0,15 mm/dente
- Fresas de metal duro, valor inicial fz = 0,10 mm/dente
Nota: O pior acabamento superficial ocorre se apenas uma aresta gera a superfície, devido ao batimento radial insatisfatório da fresa.
Lista de verificação e dicas de aplicação
- Um fator crítico no fresamento periférico é obter um avanço por dente adequado, fz
- O valor do avanço, fz, precisa compensar o contato da fresa, o que influencia a espessura de cavaco
- O avanço por dente, fz, deve ser multiplicado pelo fator de modificação. Isto irá gerar uma taxa de avanço mais alta com um arco de contato menor e, ao mesmo tempo, garantirá que a espessura de cavaco seja grande o bastante. Entretanto, o fator de modificação nem sempre pode ser totalmente aplicável: a textura superficial e as tendências concordantes podem limitar a faixa de avanço
Fresamento de cantos a 90 graus de paredes finas que sofrem deflexão

Para o fresamento de cantos a 90 graus de:
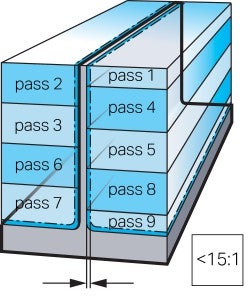
- Relação de pouca altura e espessura < 15:1:
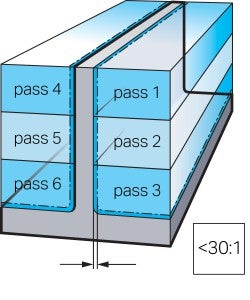
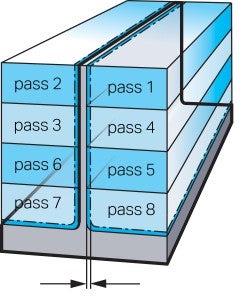
- Relação de altura moderada e espessura < 30:1
- Relação altura para espessura muito grande > 30:1
- Base de parede fina

Considerações:
- As estratégias de usinagem para seções de parede fina irão variar, dependendo da altura e da espessura da parede
- Em todos os casos, o número de passes será determinado pelas dimensões da parede e pela profundidade de corte axial
- Considere a estabilidade da fresa e da parede
- Usar técnicas de alta velocidade, ou seja, ap/ae pequenas e vc alta, facilita o fresamento de paredes finas, pois reduz o tempo de contato da ferramenta e, consequentemente, o impulso e a deflexão.
- Deve-se aplicar o fresamento concordante
- Métodos equivalentes usados para o fresamento de alumínio e de titânio
Relação de pouca altura e espessura < 15:1:
Os passes devem ser feitos em um percurso em zigue-zague.
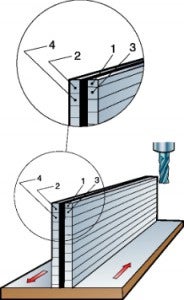
Fresamento de "paredes finas":
- Usine um lado da parede em passes que não se sobreponham
- Repita do lado oposto
- Deixe uma folga em ambos os lados para o acabamento subsequente
Relação de altura moderada e espessura < 30:1
Fresamento de "linha de água":
- Alterne os lados, usinado as profundidades necessárias em passes que não se sobreponham
Fresamento de passes apoiados:
- Uma abordagem semelhante mas com sobreposição entre os passes nos lados opostos da parede: isto oferece mais apoio no ponto a ser usinado. O primeiro passe deve ser em uma profundidade do corte reduzida, ap/2
- Em qualquer um dos casos, deixe uma folga em ambos os lados para o acabamento subsequente de 0,2 – 1,0 mm
Relação altura para espessura muito grande > 30:1
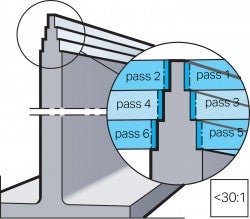
Além de alternar os lados da parede durante a usinagem, aproxime-se da espessura de parede desejada em estágios, usando a rotina do tipo "árvore de natal".
- A seção mais fina é sempre apoiada pelas seções mais grossas sob elas a medida que são usinadas
- Desça pela parede seguindo esta forma em etapas
Paredes finas
Tolerância de acabamento
Linha de água
Tolerância de acabamento
Paredes finas
Tolerância de acabamento
Fresamento de cantos a 90 graus em base de parede fina
Usinagem de bases finas:
- Use usinagem em rampa circular no centro da área de base até a profundidade necessária
- Faça o fresamento para fora em um percurso de usinagem em rampa circular a partir desse ponto
Se isto envolver o fresamento de uma superfície cujo lado oposto já foi usinado:
- Use uma ferramenta com um número mínimo de arestas de corte
- Aplique a mínima pressão de contato possível neste lado
Se a peça tiver um furo no centro da base:
- Deixe uma perna de apoio no local ao usinar o primeiro lado
- Usine o segundo lado
- Remova a perna de apoio após concluir os dois lados
Canais ou fresamento de canais
Canais ou fresamento de canais é uma operação na qual o fresamento lateral e o faceamento... chevron_right
CoroMill® MS20
Solução de fresamento de cantos a 90 graus real Novo desenho de interface para excelente... chevron_right
CoroMill® 390
A família CoroMill 390 abrange muitas aplicações com um programa amplo e versátil,... chevron_right
Fresamento de cantos internos
O fresamento de cantos internos requer considerações cuidadosas sobre o arco de contato... chevron_right
