
Como reduzir a vibração em fresamento

A vibração em fresamento pode ocorrer devido a limitações na ferramenta de corte, o suporte da ferramenta, a máquina, o componente ou a fixação. Para reduzir a vibração, há algumas estratégias a considerar.
A ferramenta de corte
- Com fresas em 90°, as forças dominantes focam na direção radial. Isso cria a deflexão da fresa em longos balanços; entretanto, a força axial pequena é vantajosa ao fresar peças sensíveis à vibração/com paredes finas
- Fresas de 45° geram forças axiais e radiais distribuídas uniformemente
- As fresas com pastilhas redondas direcionam a maior parte das forças para o fuso, particularmente, em pequenas profundidades de corte. Ainda, as fresas de 10° transmitem forças principalmente para o fuso o que reduz a vibração gerada devido a balanços longos da ferramenta
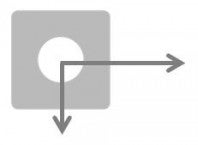
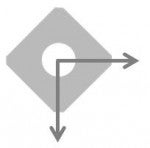
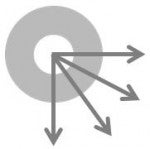
- Para faceamento, a direção das forças de corte devem ser consideradas:
- Escolha o menor diâmetro possível para a operação
- DC deve ser 20–50% maior que ae
- Escolha um passo largo e/ou uma fresa com passo diferencial
- Uma fresa leve é vantajosa, por exemplo, uma fresa com corpo de alumínio
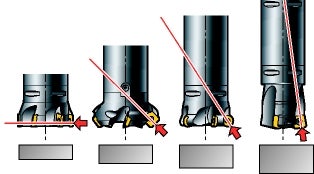
Com peças instáveis de parede fina use um ângulo de posição grande = força de corte axial pequena.
Em longos balanços da ferramenta, use um ângulo de posição pequeno = força de corte axial alta.
O sistema de fixação
O sistema de fixação modular Coromant Capto® possibilita que ferramentas possam ser montadas de acordo com o comprimento necessário, ao mesmo tempo em que mantém alta estabilidade e o menor batimento radial.
- Mantenha a montagem da ferramenta rígida e curta tanto quanto possível
- Escolha o maior tamanho/diâmetro de adaptador possível
- Use os adaptadores Coromant Capto® com fresas de tamanho extra grande para evitar adaptadores de redução
- Para fresas pequenas, use um adaptador cônico se possível
- Em operações em que o passe final está localizado no fundo da peça, mude para ferramentas estendidas nas posições predeterminadas. Adapte os dados de corte para cada comprimento da ferramenta
- Para velocidade do fuso acima de 20.000 rpm, use ferramentas de corte e de fixação balanceadas

Fresa grande
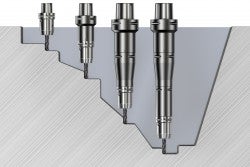
Use sempre o menor comprimento da ferramenta possível.
Aumente o comprimento progressivamente.
Fresas Silent Tools com mecanismo antivibratório
Para balanços com mais de quatro vezes o diâmetro da ferramenta, a tendência à vibração no fresamento torna-se mais aparente e as fresas com mecanismo antivibratório Silent Tools podem melhorar a produtividade drasticamente.

A aresta de corte
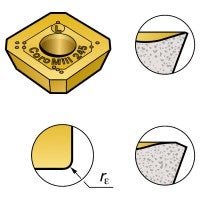
Para reduzir as forças de corte:
- Escolha uma geometria de corte leve, -L, com uma aresta viva e uma classe com uma cobertura fina
- Use as pastilhas com raio de canto pequeno e fases paralelas pequenas
Às vezes, adicionar mecanismos antivibratórios a um sistema pode diminuir a tendência à vibração. Use uma geometria de aresta de corte negativa e uma aresta de corte levemente desgastada.
Programação dos dados de corte e do percurso da ferramenta
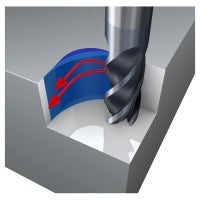
- Sempre posicione a fresa fora do centro em relação à superfície fresada
- Com fresas Long Edge KAPR 90° ou fresas de topo, use imersão radial baixa: ae máx. = 25% DC e corte axial alto: ap máx. = 100% De
- Em faceamento, use uma profundidade de corte pequena, ap, e alto avanço, fz, com fresas de alto avanço e pastilhas redondas com ângulos de posição pequenos
- Evite vibração em cantos ao programar o percurso com raio grande, veja fresamento de cantos internos
- Se a espessura dos cavacos se tornar muito pequena, a aresta de corte começará a esfregar em vez de cortar, causando vibração. Nesses casos, o avanço por dente deve ser aumentado
A máquina-ferramenta

A condição da máquina pode ter uma grande influência na tendência à vibração no fresamento. O desgaste excessivo no rolamento do fuso ou do mecanismo de avanço resultará em propriedades ruins de usinagem. Escolha estratégias de usinagem e direções da força de corte cuidadosamente para usufruir de todas as vantagens da estabilidade da máquina.
Cada fuso de máquina tem áreas naturais que tendem à vibração. As áreas de corte estável são descritas como lóbulos de estabilidade e aumenta proporcionalmente ao rpm. Mesmo um pequeno aumento, como de 50 rpm, pode mover um processo de corte de instável, com vibração, para estável.
Peças e suas fixações
Considere o seguinte no fresamento de peças com base/parede fina e/ou quando a fixação for fraca:
- A fixação deve ser próxima à mesa da máquina
- Otimize o percurso da ferramenta e a direção do avanço da máquina/fixação para obter as condições de corte mais estáveis
- Evite usinar em direções em que a peça não está apoiada
- O fresamento discordante pode reduzir a tendência à vibração quando a fixação e/ou a peça forem fracas em uma direção específica
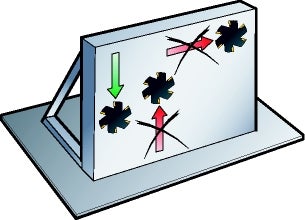
Para fixações fracas, use o avanço na direção da
mesa da máquina
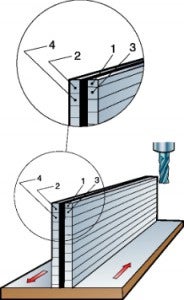
Observe que o primeiro passe deve ser feito na
metade da profundidade do segundo, terceiro etc.
Problemas e soluções
As dicas sobre problemas e soluções em fresamento como vibração, entupimento por... chevron_right
Silent Tools™ para mandrilamento
Geralmente, os problemas causados pela vibração são encontrados em operações de mandrilamento... chevron_right
Longos balanços - considerações
Ao usinar com longos balanços, a vibração sempre passa a se tornar um problema quando... chevron_right
Fresamento
Visão geral do produto Há uma ampla gama de adaptadores de fresamento Silent Tools... chevron_right
