
Programação de fresamento
Avanço central ou periférico
As máquinas são projetadas para avanço central, vf, (sem compensação de raio) ou avanço periférico, vfm (com compensação de raio).
Se a máquina precisa de um avanço central e o avanço periférico for programado (em máquinas sem compensação do raio), o valor fz ficará muito alto com o risco de quebra da pastilha.
Linha de centro, vf, ou avanço periférico, vfm.
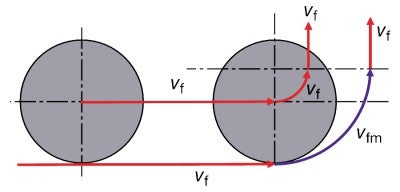
Programação do avanço na linha de centro
Os códigos NC gerados programarão o centro da fresa e não a periferia.
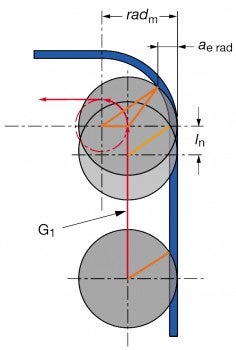
Para corte em linha reta (G1), o avanço da parede da peça, vfm, é o mesmo avanço programado, vf, enquanto o avanço da periferia ao redor de um raio (G2) será maior que o avanço no centro da ferramenta. Portanto, o avanço da mesa, vf, precisa ser reduzido para manter o avanço por dente, fz.
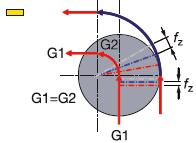
Sem redução do avanço na linha de centro,
fz aumentará nos cantos.
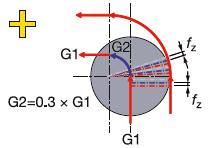
Com redução do avanço na linha de centro.
Redução do avanço na linha de centro
Um fator de redução é encontrado na tabela e depende de:
- Diâmetro de corte sobre o raio da peça – DC/radm
- Imersão radial – ae/DC
| kValor do fator de redução para avanço nos cantos () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0,05 | 0,15 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 | 0,95 | |
| 2,00 | 0,22 | 0,34 | 0,40 | 0,45 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,80 | 0,30 | 0,34 | 0,42 | 0,46 | 0,50 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,60 | 0,44 | 0,42 | 0,44 | 0,49 | 0,53 | 0,56 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,40 | 0,55 | 0,54 | 0,54 | 0,54 | 0,56 | 0,59 | 0,62 | 0,67 | 0,75 | 0,86 |
| 1,20 | 0,63 | 0,64 | 0,64 | 0,62 | 0,62 | 0,65 | 0,63 | 0,71 | 0,75 | 0,86 |
| 1,00 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,62 | 0,77 | 0,79 | 0,83 | 0,86 |
| 0,80 | 0,78 | 0,79 | 0,79 | 0,80 | 0,82 | 0,83 | 0,85 | 0,87 | 0,89 | 0,94 |
| 0,60 | 0,84 | 0,85 | 0,86 | 0,86 | 0,87 | 0,88 | 0,90 | 0,91 | 0,93 | 0,96 |
| 0,40 | 0,90 | 0,90 | 0,91 | 0,92 | 0,92 | 0,93 | 0,94 | 0,95 | 0,96 | 0,98 |
| 0,20 | 0,95 | 0,96 | 0,96 | 0,96 | 0,96 | 0,97 | 0,97 | 0,98 | 0,98 | 0,99 |
Redução do avanço antes do canto
Reduzir o avanço antes de alcançar o canto é especialmente importante no fresamento em altas velocidades.
Conforme a fresa ainda está avançando na direção do final da linha G1, o arco de contato começa a aumentar. Portanto, o avanço deve ser reduzido antes que o canto seja alcançado, ou seja, dentro da faixa ln que é 50% x DC.
O controle de uma máquina com uma função avançada de look-ahead gerenciará as mudanças na faixa de avanço automaticamente.
Reduza o avanço a uma distância:
ln = 50% DC
Centros de usinagem
Os centros de usinagem atendem a todas as demandas de peças e operações como fresamento,... chevron_right
Fresamento de cantos internos
O fresamento de cantos internos requer considerações cuidadosas sobre o arco de contato... chevron_right
Problemas e soluções
As dicas sobre problemas e soluções em fresamento como vibração, entupimento por... chevron_right
Furação
Encontre a ferramenta de corte específica para sua tarefa e receba imediatamente... chevron_right
