
Fresamento em mergulho
O que é um fresamento em mergulho bem-sucedido?
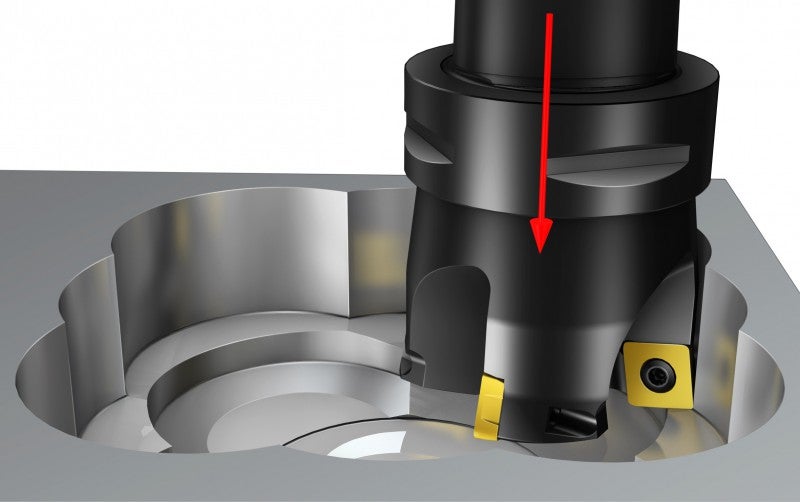
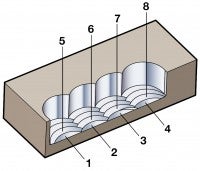
No fresamento em mergulho, o corte é realizado no topo da ferramenta e não na periferia, o que é uma vantagem porque as forças de corte mudam de predominantemente radial para axial. Em geral, o fresamento em mergulho é um método alternativo quando o fresamento lateral não é possível devido à vibração.
Por exemplo:
- Quando o balanço da ferramenta for maior que 4×DC
- Quando a estabilidade for ruim
- Para semiacabamento de cantos
- Para materiais difíceis de usinar como titânio
Ele também pode ser uma alternativa quando a potência da máquina ou o torque for uma limitação.
Nota: Em condições favoráveis, o fresamento em mergulho não é a primeira escolha devido à taxa de remoção de metal mais baixa.
Escolha da ferramenta
A escolha da fresa é determinada pelo diâmetro principalmente.
Furação em mergulho
Furação em mergulho com ferramentas para furação pode ser mais eficiente em até aprox. DC = 35 mm, consulte Furação.
Como aplicar as operações de fresamento em mergulho
Processo de corte
As operações de fresamento em mergulho variam muito do fresamento tradicional. Ele usa o topo da ferramenta para cortar em vez da periferia, o que tem um efeito positivo devido à mudança da direção das forças de corte de, predominantemente, radial para axial. Ele pode ser comparado a uma operação de mandrilamento com corte interrompido.
O consumo de potência e o ruído são baixos.
Fresamento em mergulho = mandrilamento interrompido.
Forças de corte axiais
Fresamento tradicional.
Forças radias principalmente.
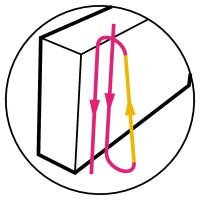
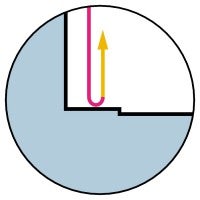

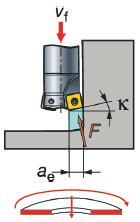
= avanço programado da mesa

= avanço rápido
Evite o recorte na volta do curso. Diminua gradualmente a profundidade do mergulho.
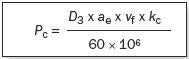
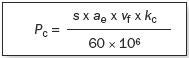
Cálculo do consumo de potência.
Avanço em fresamento em mergulho
| Avanço em fresamento em mergulho | ||
| Tamanho da pastilha | Balanço < 3xDC | Balanço > 3xDC |
| 9 | fz = 0,15 (0,10 - 0,20) | fz = 0,10 (0,08 – 0,15) |
| 14 | fz = 0,20 (0,10 - 0,25) | fz = 0,15 (0,10 - 0,20) |
Comprimento da montagem L ≤ 3xDC
| iC | ae máx. |
| 9 | 8 |
| 14 | 13 |
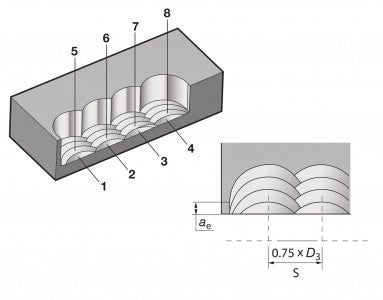
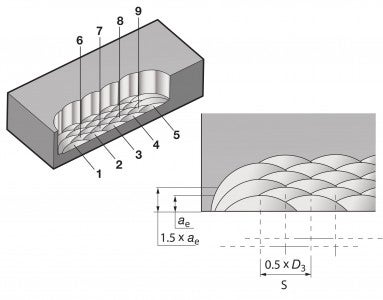
s = 75% DC
Comprimento da montagem L ≥ 3xDC
| iC | ae máx. |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
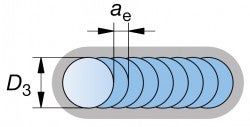
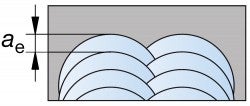
ae = máx. para pastilhas
Passo lateral s = X % DC
* S é o passo específico da ferramenta
Dicas de fresamento em mergulho
- A máquina horizontal facilita o escoamento de cavacos
- Comece o fresamento do fundo e continue para cima
- Use fluido de corte ou ar comprimido para facilitar o escoamento dos cavacos
- Em comparação aos métodos tradicionais, o fresamento em mergulho requer um avanço mais baixo por dente
- Garanta que haja o contato de mais de um dente
- Use fresas com passo extrafino
- Use o ae máximo – correspondente ao tamanho da pastilha
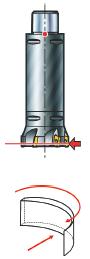
- Use s = 0,75 x DC quando se movimentar para os lados
- Diminua gradualmente a profundidade de mergulho para minimizar a vibração
- Use um "programa gancho" para evitar o recorte no retorno do curso. Avance 1 mm longe da parede no final do corte
- Nota: Um ciclo de furação não é recomendado devido ao recorte que pode causar vibração durante a retração
- Esforce-se para deixar um sobremetal constante para uma operação de acabamento subsequente
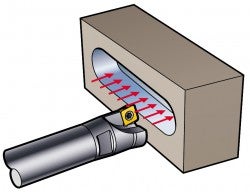
Rasgos
- A furação em mergulho é uma técnica eficiente para usinagem de rasgos profundos e fechados
- O escoamento dos cavacos se torna vital. Um set-up horizontal e o uso do fluido de corte ou ar comprimido irá auxiliar nesse processo
- Uma broca é recomendada para rasgos profundos e estreitos porque ela oferece melhor escoamento de cavacos e taxa de deslocamento mais alta
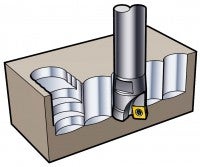
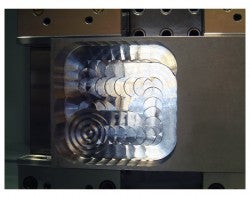
Cavidades/bolsões
- O escoamento dos cavacos é crítico, assim como em fresamento de rasgos fechados
- Use um set-up horizontal e fluido de corte ou ar comprimido
- O escoamento dos cavacos pode ser ainda melhor ao usinar o maior furo inicial possível. 1,5 x DC é recomendado
- Reduza o avanço nos dois primeiros passos de mergulho
- Mova lateralmente e tente evitar o fresamento de canais em cheio
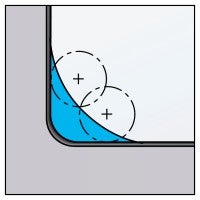
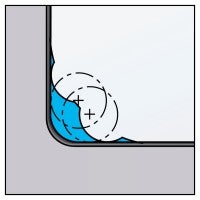
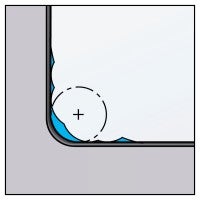
Cantos
O fresamento em mergulho do sobremetal restante (fresamento de retoque) depois de uma operação de desbaste em cantos a 90 graus profundos pode ser vantajoso.
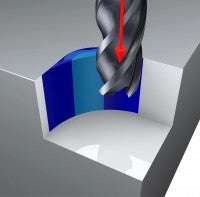
Dc = 12,7 mm
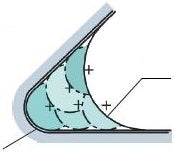
Raio inicial = 16 mm
Raio final = 6 mm
Usinagem de cantos
Furação em mergulho
O que é furação em mergulho? Furação em mergulho é um método eficiente para desbaste... chevron_right
Canais ou fresamento de canais
Canais ou fresamento de canais é uma operação na qual o fresamento lateral e o faceamento... chevron_right
Métodos de fatiamento
Os métodos de fresamento trocoidal e fatiamento foram originalmente desenvolvidos... chevron_right
Fresamento de furos e cavidades/bolsões
Usinagem em rampa linear com dois eixos Usinagem em rampa circular Alargamento... chevron_right
