
Puristusmuotit
 Puristusmuotit ovat olennainen osa autonvalmistusta. Jokainen muotti on aikaa, rahaa ja osaamista vaativa investointi. Automallien elinkaaren lyhenemisen myötä että läpimenoaikoja on lyhennettävä ja tuotantokustannuksia pienennettävä. Puristusmuotin valmistaminen vaatii erittäin hyvää metallin työstön osaamista – sekä mutkatonta koneistusta että pitkälle kehitettyä erilaisten valurautojen ja terästen lastuamista, mukaan lukien karkaistut työkaluteräkset. Menetelmien yleisesittely 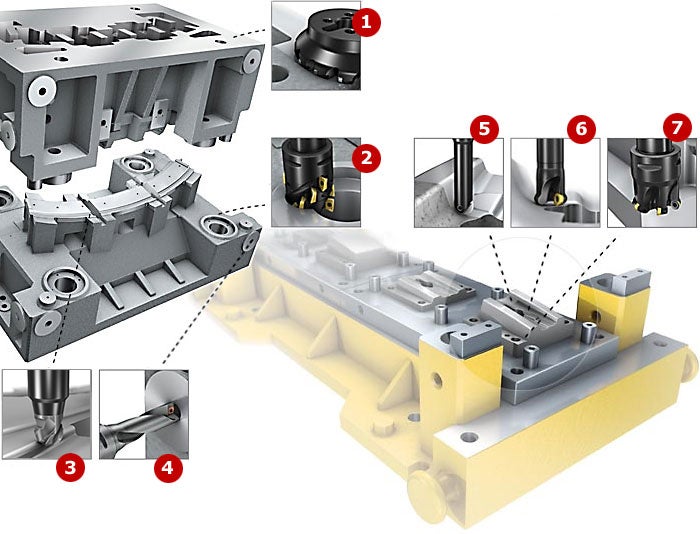 |
CoroMill® 745
Monisärmäinen ratkaisu, joka soveltuu suurten erien tuotantoon, joustaville siirtolinjoille ja tilanteisiin, joissa edellytetään työkalujen mahdollisimman korkeaa käyttöastetta. Patentoitu terän paikoitusjärjestelmä tarjoaa samaa kevyttä lastuamista ja suorituskykyä kuin positiivinen yksipuolinen jyrsin mutta yhteensä 14 lastuamissärmällä.
CoroMill® 345
CoroMill 345 edustaa asetuskulmaltaan 45°:n tasojyrsinten uutta sukupolvea, joka tarjoaa markkinoiden parhaan kustannustehokkuuden. Tämä huipputyökalu on kehitetty ensisijaisesti tehokkaaseen teräksen, ruostumattoman teräksen ja valuraudan tasojyrsintään pienillä ja keskisuurilla lastuamissyvyyksillä. Uutuusjyrsinten monipuolisuuden ja laajojen optimointimahdollisuuden ansiosta työkalut soveltuvat niin vaativaan rouhintaan kuin lopulliseen viimeistelyyn.
Pitkäsärmäinen CoroMill® 390
Monipuolinen jyrsin syvien ja matalien nurkkien neliökulmajyrsintään yleisessä koneistuksessa. Laaja tuoteohjelma ja halkaisijavalikoima.
CoroMill® 316
Vaihdettavalla teräpäällä varustettu varsijyrsin, joka takaa paremman monipuolisuuden ja tuottavuuden ja alentaa työkalu- ja varastointikustannuksia. Vahva teräpään kiinnitys varteen antaa lujuutta rouhintaan ja tukevuutta viimeistelyyn. Uusi täyskovametallivarsi on saatavilla kaikkiin liitoskokoihin alueella 10–25 mm. Sen tukevuus ja vähäisempi taipuma mahdollistavat syvien taskujen jyrsinnän pitkillä vapaapituuksilla. Se parantaa myös viimeistelyn tarkkuutta.
CoroMill®-sädevarsijyrsin
CoroMill-sädevarsijyrsimiä on saatavilla nyt integroidulla Coromant Capto ‑kiinnityksellä varustettuna. Coromant Capto mahdollistaa työkalun modulaarisen käytön ja tekee kiinnityksestä jäykemmän.
CoroDrill® 880
Porrasporaustekniikka lisää tuottavuutta jopa 100 % verrattuna tavanomaisiin kääntöterillä varustettuihin poriin. Neljä wiper-geometrialla varustettua tehollista särmää antavat erinomaisen pinnankarheuden. Optimoidut lastu-urat nopeuttavat lastunpoistoa ja auttavat välttämään seisokkeja. Saatavilla halkaisija-alueella 12.00–63.55 mm.
5. Kovien kappaleiden viimeistely

Terälaatu GC1010
Uusi sekä rouhintaan että viimeistelyyn optimoitu PVD-pinnoitettu GC1010 täydentää loistavasti aiempaa laatuvalikoimaamme. Erittäin sitkeä särmälinja, parempi kulumiskestävyys ja suuremmat lastuamisnopeudet karkaistujen terästen koneistuksessa. Varma tuottavuuden parantaja.
CoroMill® 300
Pyöreillä terillä juohevampaa taso-, muoto- ja taskujyrsintää. Kaikkien aineiden rouhintaan valuraudasta karkaistuun teräkseen. Positiiviset terät lastuavat kevyesti ja mahdollistavat suuren syötön myös heikoissa koneissa ja epätukevissa olosuhteissa. Nyt myös teräkoossa IC20 ja jyrsinhalkaisijoissa 66–200 mm.

CoroMill® 200
Vankka tasojyrsintä- ja profiilijyrsin. Takaa suuret metallilastuvirrat sekä erinomaisen prosessiturvallisuuden ja luotettavuuden. Vahvat teräsärmät auttavat jyrsintä kestämään raskaita olosuhteita, joissa ilmenee keskeytyksiä (reikiä, rakoja jne.) ja/tai hiovaa pajahilsettä (pintaa).
Halkaisija-alue: 25–160 mm (1–10 tuumaa)

CoroMilll® MH20
Suurisyöttöinen jyrsin, joka on optimoitu muottisyvennysten jyrsintään HRC 48 asti, muottipohjan syvien syvennysten jyrsintään, muottien kulmien koneistukseen ja kevyen lastuamisen kulmajyrsintään.
Halkaisija-alue: 16–50 mm (5/8–2 tuumaa)

CoroMilll® 415
Halkaisijaltaan pieni tasojyrsin suurella syötöllä. Tämä monipuolinen työkalu soveltuu moniin erilaisiin käyttökohteisiin. Vähentää työkappalekustannuksia ja lisää tuottavuutta suurien metallilastuvirtojen ja nelisärmäisen terän ansiosta.
Halkaisija-alue: 13–32 mm (0,5–1,25 tuumaa)

CoroMilll® 210
Suurisyöttöinen taso- ja pistojyrsin. Tämä tuottava rouhintaratkaisu soveltuu tilanteisiin, joissa suuri metallilastuvirta on etusijalla. Suuri pöytäsyöttö saadaan suuren tuottavuuden ansiosta aikaan lastuja ohentavalla vaikutuksella.
Halkaisija-alue: 25–160 mm (1–6 tuumaa)
CoroMilll® 210
Onnellisesti päättyvä autoteollisuuden tarina
Tarina alkaa vuonna 1956 ja päättyy tiistaina klo 10.15 paikallista aikaa. Autoteollisuuden konkari Kenneth Rooth on nähnyt alan kehityksen puisista malleista ja kipsimuoteista CAD-valmistukseen ja 2000-luvun tehokkaaseen tuotantoon.
Juuri kun näytti siltä, että tekniikka on kehittynyt huippunsa, Kenneth aloitti yhteistyön Sandvik Coromantin kanssa ja lyhensi puristusmuottien koneistusaikoja kokonaiset 30 prosenttia.
Historian havinaa? Ehkä. Kustannussäästöjä? Taatusti.
Autotehtaat valmistavat yli kolmanneksen puristusmuoteistaan itse. Muottien valmistus vie aikaa, ja kun yhteen autoon tarvitaan noin 750 muottia, se voi muodostua pullonkaulaksi. Nykyiset lyhyet läpimenoajat, mallien runsaslukuisuus ja budjettien tiukkuus tekevät prosessista entistäkin ratkaisevamman.
Kenneth Rooth tiesi, että suureen osaan koneistusta sisältyi runsaasti manuaalista viimeistelyä, joka vaati koneistajilta suurta taitoa ja vei paljon aikaa. Se nosti kustannuksia ja heikensi standardointia. Jos koneet ohjelmoi eri koneistaja, oikean ja vasemman oven laatu ja sovitustoleranssit saattoivat poiketa toisistaan.
Sandvik Coromantille annettiin tehtäväksi löytää keino kustannusten ja läpimenoaikojen leikkaamiseksi ja laadun parantamiseksi. Niinpä kehitettiin uusiin työkaluihin ja koneistusmenetelmiin perustuva uudenlainen prosessi. Tulokset: koneistusajat lyhenivät yli 30 %, käsikiillotus poistui kokonaan ja muu manuaalinen koneistus väheni merkittävästi.
Miten siinä onnistuttiin?
Ensinnäkin pikateräsporat korvattiin kääntöteräisillä porilla. Toimenpide oli yksinkertainen mutta tehokas. Lisäksi koneistusta pitkillä vapaapituuksilla tehostettiin vaihtamalla tavanomaisten työkalujen tilalle värinävaimennetut työkalut, ja tulevia tarpeita varten kehitettiin useita mallineita.

Kenneth Rooth
Puristusmuottien koneistus kokonaan uusiksi
Puristusmuottien koneistuksessa suurimmat säästöt saadaan ottamalla käyttöön uusia koneistusmenetelmiä. Tässä muutamia esimerkkejä keinoista, joiden avulla Kenneth Rooth onnistui säästämään kustannuksissa.
Pyöreäteräinen jyrsin sädevarsijyrsimen tilalle: läpimenoajat lyhyemmiksi kolmiulotteisessa rouhinnassa
Yleinen kolmiulotteisten pintojen rouhintamenetelmä on käyttää sädevarsijyrsintä kopiojyrsinnässä vaihtelevilla lastuamissyvyyksillä. Suurilla vapaapituuksilla lastuamistyökaluun ja koneen karaan kohdistuu tällöin liiallista rasitusta.
Jos sen sijaan käytetään ratajyrsintämenetelmää ja pyöreäteräistä jyrsintä, saadaan suurempi metallilastuvirta, koska silloin voidaan hyödyntää tehollisten hampaiden suurempaa lukumäärää. Vakiona pysyvä aksiaalinen lastuamissyvyys pitää karaan kohdistuvan kuormituksen tasaisena, jolloin prosessia voidaan optimoida.
Reiät nopeammin muottien pitimiin
Perinteisesti reiät porataan pikateräsporilla valurautaisiin muottien pitimiin. Koska muottien pitimissä on usein runsaasti pultinreikiä ja muita reikiä, poraus kestää yleensä kauan.
Käyttämällä sen sijaan kääntöteräporaa, esim. CoroDrill 880, tuottavuus paranee valtavasti jopa kuivana porattaessa.
Trimmausterän reiät tehokkaasti pistoporauksella
Perinteisesti nämä ovaalin muotoiset reiät porataan pikateräsporalla ja suurennetaan jyrsimellä.
CoroDrill 880 korvaa tämän yhdistelmän käyttämällä jaksottaista pistoporausta reiän suurentamiseen.
Menetelmällä poistetaan 85 % aineesta paljon lyhyemmässä ajassa, ja loput lastutaan perinteisellä pyöreäteräisellä jyrsimellä.
Nostimen osa
Vakiomenetelmänä on koneistaa reikä pikateräsporalla ja avata se täyskovametallijyrsimellä.
Me porasimme reiän sen sijaan kääntöteräporalla (CoroDrill 880) ja avarsimme uran kääntöteräisellä pistojyrsimellä (CoroMill 210).
Sen jälkeen käytettiin erittäin tehokasta trokoidijyrsintää, jolla poistettiin nopeasti mahdollisimman paljon ainetta suurilla lastuamissyvyyksillä ja uran kapeasta kohdasta.
Ohjainholkkien sijat
Tehokas ja joustava tapa koneistaa sijat ohjainholkeille on käyttää pyöreäteräistä CoroMill 300 ‑jyrsintä ja pitkäsärmäistä CoroMill390 ‑jyrsintä sekä viimeistelyyn CoroBore 825 ‑avarrustyökalua.
CoroMill 300 ‑jyrsimellä tehdään ensin tasojyrsintä ja sitten avataan reikä kolmeakselista nousuinterpolaatiota käyttäen.
Suuret lastuamissyvyydet mahdollistava ja kevyesti lastuava CoroMill 390LE koneistaa sijan tehokkaasti.
Vaadittava pinnankarheus saadaan tarkalla CoroBore 825 ‑avarrustyökalulla. Tämä sekä säästää aikaa että auttaa pienentämään työkaluvarastoa.
Poraustyökalujen ja täyskovametallijyrsinten yhdistelmällä ei yleensä päästä läheskään yhtä hyvään tuottavuuteen tällaisessa koneistuksessa.
Pinnan koneistus turvapultteja varten
Pistojyrsintä CoroMill 210 ‑jyrsimellä voi olla erinomainen vaihtoehto pitkäsärmäiselle jyrsimelle tämäntyyppisten osien koneistuksessa, jossa ulottuvuus on usein rajallinen ja tarvitaan pitkää vapaapituutta. Vakiomenetelmä on käyttää pitkäsärmäistä pikateräsjyrsintä.
Pistomenetelmässä voimat ovat akselin suuntaisia, mikä vähentää värinäalttiutta pitkillä vapaapituuksilla.
Hyödyntämällä Coromant Capto ‑järjestelmän tukevuutta ja modulaarisuutta voit optimoida työkalukokoonpanosi.
CoroMill 300 kolmiulotteisten pintojen rouhinnassa.
CoroDrill 880 puristusmuottien valmistuksessa.
Pistoporaus CoroDrill 880:lla.
Trokoidijyrsintä CoroMill Pluralla.
CoroMill 390LE ohjainholkkien koneistuksessa.
CoroMill 210 pistojyrsinnässä.

Coromant Capto®
Säästää aikaa ja rahaa joka kerta kun vaihdat sorvaus-, poraus- tai jyrsintätyökalun.
Markkinoiden monipuolisin järjestelmä on valttia eritoten muottien valmistuksessa. Coromant Capto on nyt todettu ISO-standardin mukaiseksi.

Silent Tools
Värinäalttiissa koneistusvaiheissa voidaan Silent Tools ‑työkaluilla saavuttaa huomattavasti parempi tuottavuus kuin vaimentamattomilla työkaluilla.
Värinävaimennettu puomi torjuu värinää, jolloin lastuamisarvoja voidaan kasvattaa huomattavasti.

CoroChuck™ 930
Istukka on suunniteltu värinän torjumiseen, ja se on äärimmäisen vakaa ja helppokäyttöinen kaikessa jyrsinnässä ja porauksessa sekä tarjoaa markkinoiden parhaan irrotusturvallisuuden.
Parempi, fiksumpi ratkaisu jokaiseen koneistusvaiheeseen
Puristusmuotin valmistaminen vaatii erittäin hyvää metallin työstön osaamista – niin... chevron_right
Turbiinin siipi
Siipien koneistus uudelle tasolle Höyry- ja kaasuturbiinien siipien koneistus on... chevron_right
Turbiinin siipi
Siipien koneistus uudelle tasolle Höyry- ja kaasuturbiinien siipien koneistus on... chevron_right
Pikavaihtoratkaisut
Tuottavuutta parantavat tekijät Tuottavuus tarkoittaa tuotettujen osien lukumäärää... chevron_right
