
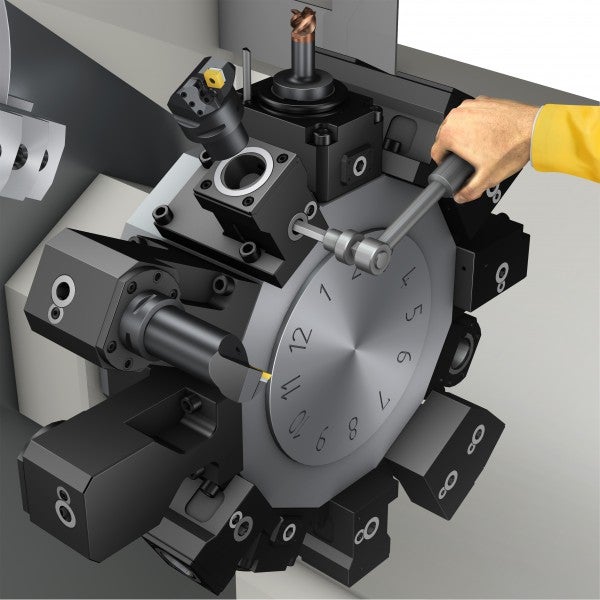
Pikavaihtotyökalut
Kun puhe on tuottavuudesta, painopisteenä on usein metallin lastuamisen tehokkuus. Myös koneen käyttöaika tai koneessa olevan vihreän valon palamisaika ovat kuitenkin vähintään yhtä tärkeitä.
Pikavaihdettavalla työkaluratkaisulla voit todella lisätä koneen käyttöastetta vähentämällä mittaus-, asetus- ja työkalunvaihtoaikaa.
Tuottavuutta parantavat tekijät
Tuottavuus tarkoittaa tuotettujen osien lukumäärää vuoron aikana tai viikossa. On tärkeää ymmärtää, missä suurimmat parannusmahdollisuudet piilevät, ennen kuin voit päättää, mitkä ratkaisut otetaan käyttöön. Tässä on huomioitava kaksi tärkeää tekijää:
- Metallin lastuamisen tehokkuus – tätä voidaan mitata metallilastuvirran (cm3/min [in3/min]) perusteella missä tahansa käsittelyssä
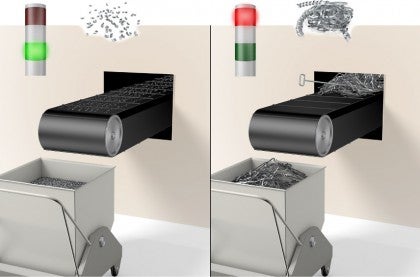
- Koneen käyttöaste – tämä voidaan mitata sen ajan prosenttiosuutena, jolloin vihreä valo palaa koneessa (kyky ylläpitää jatkuvaa tuotantoa pitkään)
Koneen käyttö riippuu pitkälti koneen kokoonpanosta ja lisävarusteista. Tämä on otettava huomioon ennen uuteen koneeseen sijoittamista sen varmistamiseksi, että käytössä on parasta mahdollista tekniikkaa.
Tyypillisiä tehtaiden aikaa haaskaavia toimenpiteitä, jotka vähentävät koneiden käyttöastetta:
- Erien asetus
- Komponentin mittaaminen koneessa
- Työkalujen asetus koneeseen
- Lastuamisnesteputken asetus
- Kuluneiden työkalujen vaihtaminen
- Lastunpoisto työkaluista tai juuttuneista kuljettimista
- Komponenttien vaihto



Työkalujen kuormituksella ja mittauksella on valtava vaikutus koneen käyttöasteeseen – paras vertailukohta on moottoriurheilu ja auton varikkoajan minimoiminen. Siksi koneen käyttökatkosten minimoiminen on niin tärkeää.
Lastuamisnestekanava varmistaa, että koneen kaikki mahdollisuudet valjastetaan optimoiduilla lastuamisyksiköillä, jotka vähentävät säätötarvetta ja syöttävät lastuamisnestettä mahdollisimman tehokkaasti lastunhallintaa varten.
Pikavaihtotyökalujen hyödyt

CNC-sorveissa ja pitkäsorvausautomaateissa on nopea työkalun kääntömahdollisuus, mutta niiden käyttöaste on tyypillisesti pienempi kuin koneistuskeskuksissa työkalunvaihtojen ja asetusajan vuoksi. Manuaalista pikavaihtoa käytetään silloin, kun koneessa ei ole automaattista työkalunvaihtoa (ATC). Tämä varmistaa, että koneen vihreä valo voi palaa pidempään. Pikavaihtotyökalujen käytöllä on monia etuja.
Lyhyempi erän vaihtoaika työkalusarjojen avulla
Vaihto yhdenlaisesta työkalusta toiseen nopeutuu huomattavasti.
- Pyörivät työkalunpitimet 5–10 minuutista 30 sekuntiin
- Sorvauspuomeilla kestää hieman pidempään kuin varsityökaluilla keskiönkorkeusasetuksen ja lastuamisnesteen syötön takia
- Pikavaihtotyökalujen edut moninkertaistuvat, kun niitä käytetään yhdessä pitkien sorvauspuomien kanssa. Enintään 10 × D:n sorvauspuomit voidaan vaihtaa 2 μm:n (78,7 μ-tuuman) tarkkuudella alle minuutissa
- Pyörivät työkalut 5–20 minuutista 30 sekuntiin Tavalliset pyörivät työkalut ovat ER- tai tasojyrsintätyökaluja. ER rajoittuu varsijyrsimiin, joiden halkaisija on enintään 25 mm (1 tuuma), mikä tarkoittaa kahta erillistä pyörivää pidikettä. Coromant Capto® – yksi yksikkö moneen käyttökohteeseen
Entistä enemmän työkalusijainteja
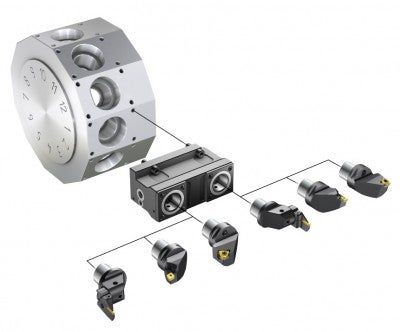
Kun työkalusijaintien määrää kasvatetaan kahden työkalun pitimillä, pidintä voidaan käyttää sekä sisä- että ulkopuoliseen käsittelyyn.
Pyörivillä työkalunpitimillä varustetuissa sorvauskeskuksissa on usein vain rajatusti tilaa. Kaksinkertaiset kiinnitysyksiköt mahdollistavat sisartyökalujen käytön tai entistä suuremman valikoiman työkaluja, jolloin työkalunvaihtoa ei enää tarvita monen eri komponentin käsittelyssä. Kaksinkertaisia kiinnitysyksiköitä voi käyttää, jos koneessa on y-akseli, puolirevolveri tai apukara.
Lyhennä kuluneiden työkalujen kääntöaikaa
Pyörivät työkalunpitimet: Aina kun täyskovametallinen työkalu vaihdetaan, työkalun siirtymä on kalibroitava uudelleen. Kääntöteräjyrsimissä tai -porissa on vaihdettava useita teriä. Sisartyökalun käyttäminen ja jyrsimen vaihtaminen koneen ulkopuolella on huomattavasti nopeampaa.
Staattiset työnkalunpitimet: Kun yksittäisiin teriin pääsee käsiksi helposti, niiden vaihto onnistuu yhtä nopeasti suoraan koneesta. Työkalun poistomahdollisuus takaa kuitenkin työkalun tehokkaamman huollon ja oikeanlaisen kiinnityksen sekä ehkäisee varaosien ostotarpeen aiheuttamia odottamattomia taukoja.


Ei enää lastuamisnesteputken asennon säätämistä
Tämä vaihtelee käyttökohteittain, mutta kun käyttäjä säätää lastuamisnesteputken asentoa, oikea asento löytyy yleensä vasta kahden tai kolmen yrityksen jälkeen. Huono lastunhallinta aiheuttaa putkeen kohdistuvia iskuja, joten asentoa joutuu säätämään melko usein.
Nopeampi tuotannon käynnistys
Kun joko ensimmäiset testikappaleet tai mittaleikkaukset jätetään välistä, tuotantomäärä kasvaa ja jätteen määrä vähenee. Vuoden mittaan pikavaihto kasvattaa tuotettujen lisäkomponenttien määrää ja vähentää jätteen määrää merkittävästi.
- Ensimmäinen testikomponentti suurempien erien tuotannossa: Jokaisen työkalunvaihdon ensimmäinen komponentti päätyy usein jätteeksi, ja työkalun vaihtoajassa on huomioitava seuraavat vaiheet: työkalunvaihto (vanhan siirtymän säilyttäminen), koko osan lastuaminen, valmiin komponentin mittaaminen ja siirtymän säätäminen
- Mittausleikkaukset pieneen/keskisuureen tuotantoon: Mittausleikkaus takasiirtymällä varmistaa, että osa ei päädy jätteeksi, vaan se voi kestää pidempään. Työkalun vaihtoajassa huomioitavat vaiheet: työkalun vaihto, takasiirtymä, lastuaminen, mittaus ja säätösiirtymä
Ergonominen ja helppokäyttöinen
Pikavaihtotyökalut tarjoavat käyttäjille monia hyötyjä, kuten sen, että työkalujen vaihtaminen koneen ulkopuolella vähentää onnettomuuksia, virheitä ja tarvetta etsiä pudonneita osia. Niitä on myös helppo standardoida kaikissa konetyypeissä.
Pikavaihto pitkäsorvausautomaateissa
Pystysorvausautomaattien pienen tilan vuoksi työkalujen vaihtoon on vain rajoitetusti tilaa. Usein varsityökalut on irrotettava terän kääntöä varten, mikä pidentää asetusaikaa verrattuna tavanomaisiin sorvauskeskuksiin.
QS™-pidinjärjestelmä ja muut pikavaihtoratkaisut maksimoivat aktiivisen tuotantoajan pystysorvausautomaateissa perinteisiin varsiin verrattuna. Työkalu voidaan irrottaa koneesta terän kääntöä varten, ja nopean ja tarkan palautuksen ansiosta voit aloittaa käsittelyn suoraan ilman asetusta/mittausta.

Sorvauspuomien pika-asetus
Sorvauspuomien asettaminen revolveriin vie pitempään verrattuna varsityökaluun, mikä johtuu pituuden/keskikorkeuden asettamisesta sekä lastuamisnesteen syötöstä työkalun takaosaan.
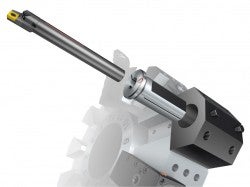
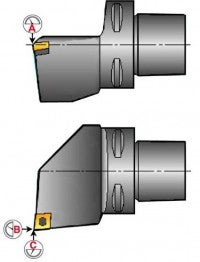
Holkit, kuten EasyFix, ovat nopea ja yksinkertainen tapa varmistaa oikea keskiönkorkeus, kun koneeseen kiinnitetään lieriömäisiä sorvauspuomeja. Holkkiin asennettu jousitettu paikoituskuularatkaisu kiinnittyy helposti puomin uraan, mikä takaa oikean keskiönkorkeuden ja osien yhdenmukaisen laadun.
Holkki on saatavana metallisena tiivistettynä versiona korkeapaineista lastuamisnestettä varten sekä alkuperäisenä versiona, jossa on silikonitiivisteellä täytetty aukko alhaisella paineella syötettävää lastuamisnestettä varten.

Nopea vaihto Coromant Capton kanssa®
Coromant Capto® on modulaarinen pikavaihtoon suunniteltu työkaluratkaisu, joka maksimoi sekä koneen käyttöajan että metallin lastuamistehokkuuden. Alla on esitelty muutamia Coromant Capto® ‑ratkaisun keskeisiä etuja.
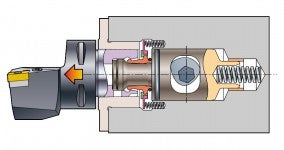
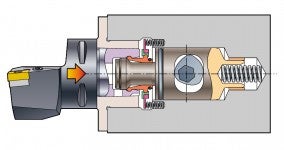
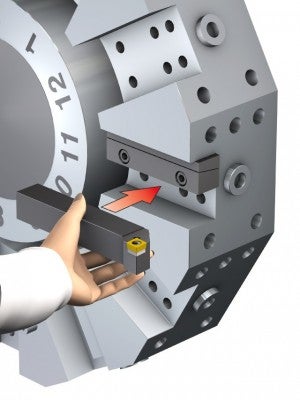
Segmenttikiinnitys
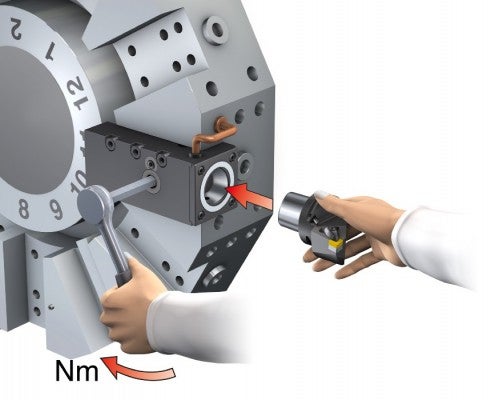
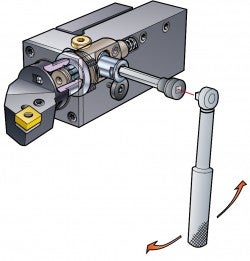
Nokka-akselilla aktivoitua vetoaisaa käytetään sekä kytkimen lukitsemiseen segmenttikiinnityksellä että teräpään työntämiseen ulos. Manuaalinen kiinnitysyksikkö on lukittavissa ja avattavissa yhdellä käännöllä. Nokka-akselilla on itselukittuva kulma, joka ei avaudu koneistuksen aikana.
Toistettavuus
Suuri kiinnitystarkkuus ja sen itsekeskittyvä rakenne takaavat alle ±2 mikronin toistotarkkuuden x-, y- ja z-akselilla yhdelle lastuamisyksikölle samassa naarasvastaanottokappaleessa.
Tämä mahdollistaa koneen ulkopuolisen esiasetuksen suuria tuotantoeriä varten tai työkalusarjoja erän vaihtamista varten. Molemmat poistavat mittausleikkausten tarpeen, mikä nopeuttaa käynnistystä ja pienentää jätemääriä.


Parannettu vakaus
Vakautta mitataan taivutusjäykkyyden ja vääntömomentin välityksen perusteella. Ylivertaisen vakauden kannalta keskeisiä ominaisuuksia ovat seuraavat:
- Tason ja kartion kosketus: kestää taivutusmomentteja ja varmistaa asetustarkkuuden
- Monikulmainen kiinnitys: Suuri kosketuspinta-ala siirtää vääntömomentin ilman irtonaisia osia, kuten tappeja tai avaimia. Vääntömomentin kuormitus jakautuu monikulmion muotoisen itsekeskityksen ansiosta symmetrisesti ilman huippuja suunnasta riippumatta. Tämä mahdollistaa kärjen sijan tarkan keskiönkorkeuden.
- Suuri kiinnitysvoima: Segmenttikiinnitys saa aikaan suuria kiinnitysvoima ja varmistaa näin puristussovituksen ja kaksipuolisen kosketuksen, jotka vastustavat lastuamisen aikana syntyvää taivutusmomenttia


Lue lisää vääntömomentin siirrosta ja taivutusjäykkyydestä
Kiinnitysyksikkövalikoima
C3–C10-malleja käytetään kaikkia pikavaihtoon CNC-sorveissa. Koko riippuu koneen koosta ja lastuamisparametreista.
Pystysorvin RAM-kiinnitykset vaihtelevat. Koneen valmistaja toimittaa suoraan koneen mukana Coromant Capto® ‑kiinnitysyksiköillä varustetun manuaalisen kiinnitysyksikköpitimen, tai sitten se tilataan erikseen erikoispitimenä.


VDI-DIN 69880


Varsi


CBI (pultattava)


CDI

Lohenpyrstö – VDI-DIN 69881

VTL – konekohtainen


Coromant Capto® ‑kiinnitysyksiköt pultattaviin kiinnityksiin (CBI)
Konekohtaisia kiinnitysyksiköitä (MACU) on saatavilla vakiotuotteita monen työstökonevalmistajan omiin revolveriliitosmalleihin.

Sorvauskeskusten automaattinen työkalunvaihto
Suurempiin pystysorvauskeskuksiin on saatavana automaattinen työkalunvaihtotoiminto levymakasiinilla, joka mahdollistaa pitkien sorvauspuomien varastoinnin. Näin voidaan käyttää entistä useampia työkaluasemia, joustavuus paranee ja tuotanto onnistuu myös ilman työntekijää.
Jos sorvauskeskuksessa on ATC-MACU-revolveri, siinä voidaan käyttää staattisten ja pyörivien työkalunpitimien automaattista työkalunvaihtoa. Sorvauskeskuksissa koneiden käyttöaste on tavallisesti heikko, koska manuaalisia työkalunvaihtoja on tehtävä usein. Automaattinen työkalunvaihto ratkaisee tämän ongelman, koska se mahdollistaa tuotannon ilman työntekijän valvontaa, mikä puolestaan parantaa tuottoa ja vakauttaa tuotantoprosessia.

Sorvauskeskusten automaattinen työkalunvaihto on mullistava ratkaisu, jonka ansiosta tuotanto onnistuu ilman työntekijää ja joka maksimoi tuoton.
Coromant Capto® ‑levykiinnitys (CDI)
CDI on kehitetty revolveriliitokseksi, joka voidaan standardoida konetyypistä riippumatta VDI:n korvaajana. CDI-revolverilisävaruste on saatavilla monien valmistajien työstökoneisiin.

Epätyypilliset kiinnitysyksiköt – kiinnitysyksikkösarjat
Kiinnitysyksikkösarjoilla tehdään tiettyjen vaatimusten mukaisia kiinnitysyksiköitä. Niitä käytetään yleisesti työkalunpitimissä pystysorveissa, kaksoisyksiköissä tai olemassa olevien revolverien jälkiasennettavissa pikavaihtoratkaisuissa.


Kiinnityssarjaholkkeja on saatavilla eri muodoissa käyttökohteen mukaan.

Yleinen

Neliö – kaksoisyksiköt

Siirtymä – sorvauspuomin käyttökohteet
Konekohtaisten kiinnitysyksiköiden mallit
Ulkopuolinen – OD-sorvaus

Cx-TRE-xxxxA
Yksittäinen ulkopuolinen

Cx-TRE-xxxxA-DT
Kaksinkertainen apukaralle

Cx-TRE-xxxxA-YT
Y-akseli

Cx-TRE-xxxxA-TT
Puolirevolveri

APB-TNE-xxxxA-25
Katkaisuterän liitäntäkappale
Sisäinen – ID-sorvaus/-poraus

Cx-TRI-xxxxA
Yksi sisäpuolinen

Cx-TRI-xxxxA-SS
Apukara

Cx-TRI-xxxxA-DT
Kaksinkertainen apukaralle

Cx-TRI-xxxxA-YT
Y-akseli

Cx-TRI-xxxxA-TT
Puolirevolveri
Pyörivä

Cx-DTE-xxxxA-E/I
Ulkopuolinen

Cx-DTI-xxxxA-E/I
Sisäpuolinen

Konekohtaiset kiinnitysyksiköt — MACU
Pidinohjelma Nämä kiinnitysyksiköt ja pyörivien työkalujen pitimet on suunniteltu... chevron_right
Työkaluyhdistelmät
Katkaisun ja uransorvauksen laadukkuus riippuu pitkälti työkalujärjestelmästä ja... chevron_right
Turbiinin siipi
Siipien koneistus uudelle tasolle Höyry- ja kaasuturbiinien siipien koneistus on... chevron_right
Turbiinin siipi
Siipien koneistus uudelle tasolle Höyry- ja kaasuturbiinien siipien koneistus on... chevron_right
