Titreşim sorunları, talaş sıkışması, talaşların yeniden kesilmesi, yetersiz yüzey kalitesi, çapak oluşumu, tezgah gücü ve takım aşınması konularında frezeleme sorunları giderme ipuçları aşağıdaki tabloda sunulmaktadır.
Neden
Çözüm
Titreşim
Zayıf fikstür
Kesme kuvvetlerinin yönünü belirleyin ve yeterli desteği sağlayın veya fikstürü geliştirin
Talaş derinliğini ap düşürerek kesme kuvvetlerini azaltın
Daha pozitif bir kesme işlemine sahip kaba ve diferansiyel ağızlı bir kesici seçin
Küçük bir köşe radyüsüne ve küçük paralel bölgeye sahip bir geometri seçin
İnce tanecikli, kaplamasız bir kesici uç veya daha ince bir kaplama seçin
İş parçasının kesme kuvvetlerine karşı zayıf destek verdiği yerlerde işleme yapmaktan kaçının
Eksenel olarak zayıf iş parçası
Pozitif geometrili 90º kenar kesici (90 derece giriş açılı) kullanın
L geometrili kesici uç seçin
Eksenel kesme kuvvetini azaltın – daha düşük talaş derinliği, daha küçük köşe radyüsü ve paralel bölge
Diferansiyel aralıklı kaba ağızlı bir kesici seçin
Kilitleme vidasını ayarlayın veya konvansiyonel tezgahlardaki küresel vidayı değiştirin
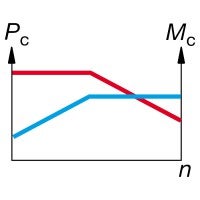
Kesme değerleri
Kesme hızını azaltın, vc
İlerlemeyi arttırın, fz
Kesme derinliğini, ap değiştirin
Düşük stabilite
Kullanma mesafesini küçültün
Stabiliteyi iyileştirin
Köşelerde titreşim
Büyük köşe radyüslerini azaltılmış ilerleme hızı ile programlayın
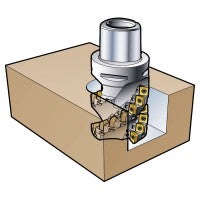
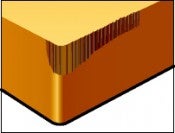
Talaş sıkışması Tam kanal açma sırasında yaygın engel – özellikle uzun talaş oluşturan malzemelerde
Kesici uç köşe hasarı
Kenarda tanecik kopması ve kırılma
Talaşların tekrar kesilmesi
Zengin ve iyi yönlendirilmiş kesme sıvısı veya basınçlı hava kullanılarak talaş tahliyesini iyileştirin
İlerlemeyi azaltın, fz
Derin kesimleri birkaç pasoya ayırın
Derin kanal açmada yukarı/ters yönlü frezeleme deneyin
Kaba ağızlı kesicileri deneyin
İki veya maksimum üç kesici kenara ve/veya daha yüksek bir helis açısına sahip yekpare karbür parmak frezeler veya değiştirilebilir kafalı frezeler kullanın
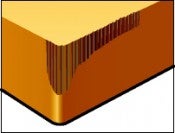
Talaşların tekrar kesilmesi Tam kanal ve yuva açmada – özellikle titanyumda görülür. Ayrıca derin havuzların ve yuvaların dikey tezgahlarda frezelemesinde yaygındır.
Kesme kenarı kopmaları
Takım ömrü ve güvenliği için zararlıdır
Talaş sıkışması
Basınçlı hava veya bol miktarda kesme sıvısı akışı ile talaşları etkin biçimde tahliye edin – tercihen içten kesme sıvısı kullanın
Takım yolu stratejisini ve kesici pozisyonunu değiştirin
İlerlemeyi azaltın, fz
Derin kesimleri birkaç pasoya ayırın
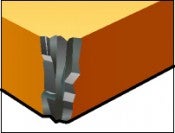
Yetersiz yüzey kalitesi
Devir başına aşırı ilerleme
Frezeyi eksenel olarak ayarlayın veya kesici uçları sınıflandırın. Gösterge ile yüksekliği kontrol edin
Alt iş mili salgısını ve freze montaj yüzeylerini kontrol edin
Devir başına ilerlemeyi paralel bölge genişliğinin maksimum %70'ine kadar düşürün
Optimize edilmiş kesme değerleri, mümkün olan en iyi parça kalitesi ve takım ömrü için işleme sonrasında kesici uç kenarını kontrol etmeyi unutmayın. Başarılı bir frezeleme işlemi için farklı kesici uç aşınma durumlarının sebep ve çözümlerinden oluşan aşağıdaki tabloyu kullanın.
Neden
Çözüm
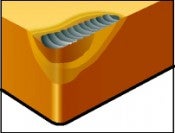
Serbest yüzey aşınması Hızlı aşınma; düşük yüzey kalitesine veya toleransların dışına çıkılmasına sebep olur.
Kesme hızı çok yüksek
Yetersiz aşınma direnci
İlerleme, fz, çok düşük
Kesme hızını azaltın, vc
Aşınmaya karşı daha dayanıklı bir kalite seçin
İlerlemeyi arttırın, fz
Serbest yüzey aşınması Aşırı aşınma sebebiyle kısa takım ömrü.
Titreşim
Talaşların tekrar kesilmesi
Parçada çapak oluşumu
Düşük yüzey kalitesi
Isı oluşumu
Aşırı gürültü
İlerlemeyi arttırın, fz
Aşağı/eş yönlü frezeleme kullanın
Basınçlı hava ile talaşları etkin biçimde tahliye edin
Önerilen kesme değerlerini kontrol edin
Serbest yüzey aşınması Köşede hasara yol açan düzensiz aşınma.
Takım salgısı
Titreşim
Kısa takım ömrü
Kötü yüzey kalitesi
Yüksek gürültü seviyesi
Radyal kuvvetler çok yüksek
Salgıyı 0,02 mm'nin (0,0008 inç) altına düşürün
Aynayı ve pensi kontrol edin
Takım çıkıntısını minimuma indirin
Kesimde daha az diş kullanın
Daha büyük takım çapı seçin
Yekpare karbür parmak frezeler ve değiştirilebilir kafalı frezeler için daha yüksek bir helis geometrisi (gp ≥45°) seçin
Eksenel kesme derinliğini, ap, birden fazla pasoya yayın
İlerlemeyi azaltın, fz
Kesme hızını azaltın, vc
HSM, sığ pasolara gereksinim duyar
Takım ve iş parçası bağlamasını iyileştirin
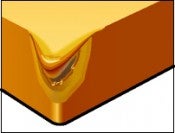
Krater aşınması Zayıf bir kesici kenara sebep olan aşırı aşınma. Kesme kenarı sevk kenarını geçerek yüzey kalitesini düşürür.
Talaş yüzeyinde çok yüksek kesme sıcaklığı sebebiyle difüzyon aşınması
Al203 kaplamalı kalitesini seçin
Pozitif bir kesici uç geometrisi seçin
Daha düşük bir sıcaklık elde etmek için hızı düşürün ve ardından ilerlemeyi azaltın
Plastik deformasyon Kesici kenarda plastik deformasyon, çökme veya serbest yüzey etkisi, zayıf talaş kontrolü, düşük yüzey kalitesi ve kesici uç kırılmasına sebep olur.
Kesme sıcaklığı ve basıncı çok yüksektir
Aşınmaya karşı daha dayanıklı (daha sert) bir kalite seçin
Kesme hızını azaltın, vc
İlerlemeyi azaltın, fz
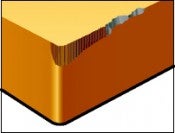
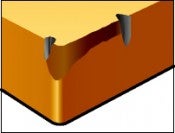
Çentiklenme Kesici kenarının kesimde olmayan parçası, talaş çekiçlenmesi ile hasar görür. Kesici ucun hem üst tarafı hem de desteği, zayıf yüzey yapısı ve aşırı serbest yüzey aşınmasına yol açacak şekilde hasar görebilir.
Talaşlar kesme kenarına doğru sapmaktadır
Daha tok bir kalite seçin
Daha güçlü kesme kenarına sahip bir kesici uç seçin
Kesme hızını, vc arttırın
Pozitif bir geometri seçin
Kesmeye ilk başlarken ilerlemeyi düşürün
Stabiliteyi iyileştirin
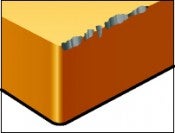
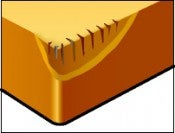
Çentiklenme Kötü yüzey kalitesine ve aşırı serbest yüzey aşınmasına neden olan küçük kesme kenarı kopmaları (tanecik kopması).
Kalite çok gevrek
Kesici uç geometrisi çok zayıf
Talaş yığılması
Daha tok bir kalite seçin
Daha güçlü geometriye sahip bir kesici uç seçin
Kesme hızını, vc, artırın veya pozitif bir geometri seçin
Kesmeye ilk başlarken ilerlemeyi düşürün
Çentik aşınması Kötü yüzey kalitesine ve kenar kırılması riskine neden olan çentik aşınması.
İşleme ile sertleşen malzemeler
Kabuk ve ölçek
Kesme hızını azaltın, vc
Daha tok bir kalite seçin
Daha güçlü bir geometri kullanın
45 dereceye yakın bir kesme açısı kullanın
En iyi sonuç için yuvarlak kesici uçlar kullanın
Aşınmayı sürdürmek için değişken ap tekniğini kullanın
Termal çatlaklar Sıcaklık değişimleri nedeniyle tanecik kopmasına ve kötü yüzey kalitesine neden olan kesici kenara dik küçük çatlaklar.
Darbeli işleme
Değişken kesme sıvısı temini
Termal şoklara karşı daha iyi dayanım sağlayan daha tok bir kalite seçin
Kesme sıvısı ya bolca uygulanmalıdır ya da hiç uygulanmamalıdır
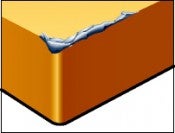
Talaş yığılması (BUE) Yığıntı talaş koptuğunda düşük yüzey kalitesi ve kesici kenardan parça kopmasına neden olan talaş yığılması.
Çok düşük kesme bölgesi sıcaklığı
Düşük karbonlu çelik, paslanmaz çelik ve alüminyum gibi çok yapışkan malzemeler
Kesme hızını, vc arttırın
Daha uygun bir kesici uç geometrisi seçin
Talaş yığılması (BUE) İş parçası malzemesi kesici kenara kaynaklıdır.