
Frezelemede giriş açısı ve talaş kalınlığı
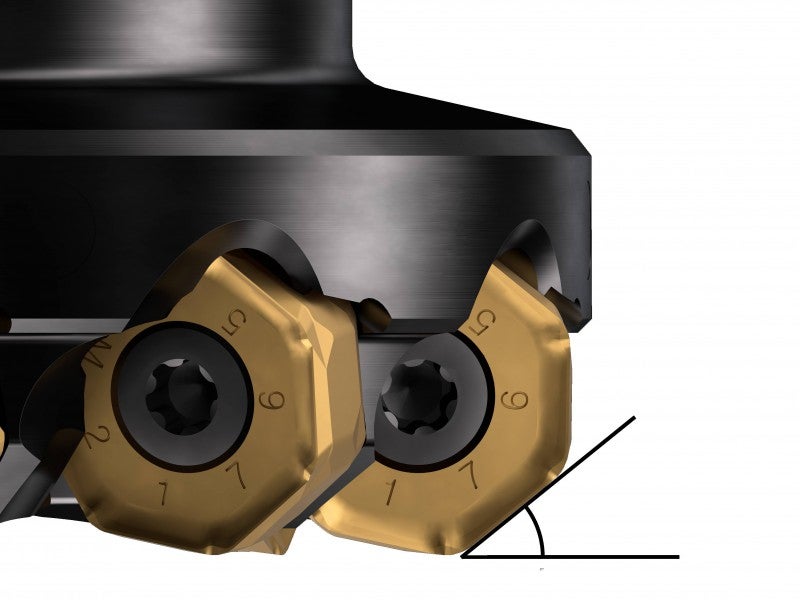
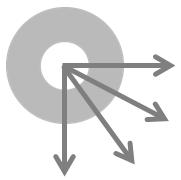
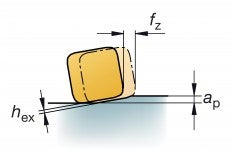
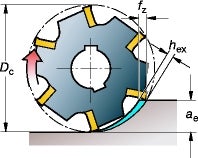
Giriş açısı (KAPR), kesici ucun ana, ön kesme kenarı ve iş parçası yüzeyi arasındaki açıdır. Giriş açısı, talaş kalınlığını, kesme kuvvetlerini ve takım ömrünü etkiler.
En yaygın giriş açıları 90 derece, 45 derece, 10 derecedir ve yuvarlak kesici uç açılarıdır.
Giriş açısı azaltılırken, talaş kalınlığı da, hex, verilen bir ilerleme hızı için, fz düşürülür. Bu talaş inceltme etkisi, talaş miktarını kesme kenarının daha geniş bir parçasına yayar.
Daha küçük giriş açıları radyal basıncı azaltarak ve kesme kenarını koruyarak kesime daha kademeli bir giriş sağlar. Ancak daha yüksek eksenel kuvvetler iş parçası üzerindeki basıncı arttırır.
90 derecelik giriş açısı ile frezeleme

90 derecelik freze için ana uygulama alanı, kare kenar frezelemedir.
90 derecelik freze ilerleme yönünde çoğunlukla radyal kuvvetler oluşturur. Bu, işlenen yüzeyin yüksek eksenel basınca maruz kalmayacağı anlamına gelir, bu da zayıf bir yapıya veya ince duvarlara sahip iş parçalarının frezelenmesinde ve kararsız fikstür durumunda avantajlıdır.
45 derecelik giriş açısı ile frezeleme

45 derece frezeler yüzey frezeleme için genel tercihtir. Tezgah gücünü daha az zorlayan dengeli radyal ve eksenel kesme kuvvetleri oluşturur.
Bu freze tipi, özellikle kısa talaş oluşturan malzemelerde frezeleme için uygundur, bu tür malzemelerle çalışırken kesimin sonunda malzeme miktarı giderek azaldığı sırada yüksek radyal kuvvet etkisi olursa malzeme kolayca kırılabilir.
Kesime düzgün giriş, uzun kullanma mesafeleri ile veya daha küçük/daha zayıf takım tutucular ve bağlamalarla frezeleme yaparken titreşim eğilimlerini sınırlar.
Daha ince talaş oluşumu, orta düzeyde bir kesici kenar yükünü koruyarak daha yüksek tabla ilerlemesi sunduğu için birçok uygulamada yüksek verimlilik sağlar.
60–75 derecelik giriş açısı ile frezeleme

Bu freze tipleri, genel olarak tercih edilen yüzey frezelerine kıyasla daha büyük talaş derinliği sunan özel amaçlı yüzey frezeleridir. Eksenel kuvvetler, 45 derecelik bir yüzey freze takımına kıyasla daha düşüktür ve kenar mukavemeti, 90 derecelik bir frezeye kıyasla daha iyidir.
10 derecelik giriş açısı ile frezeleme

Yüksek ilerlemeli ve dalma freze takımları için 10 derecelik giriş açısı kullanılır. Küçük kesme derinliklerinde diş başına çok yüksek ilerlemeler, fz, ve sonuç olarak aşırı tabla ilerlemeleri, vf sağlayan ince bir talaş oluşturulur.
Baskın eksenel kesme kuvveti alt iş miline doğru yönlendirilir ve onu stabilize eder. Titreşim eğilimlerini sınırladığı için uzun ve zayıf kurulumlar için uygundur.
Bu freze tipi, havuzlarda dalma frezeleme için veya uzun bir freze kullanımı gerektiğinde ve üç eksen kullanılarak delik oluşturmada etkilidir.
Yuvarlak kesici uçlar veya büyük köşe radyüslü freze ile frezeleme

Yuvarlak kesici uçlu freze, genel amaçlı frezeleme içindir ve kaba talaş işleme işlemlerinde etkilidir.
Köşe radyüsü, uzun kesme kenarı boyunca oluşturulan daha ince talaşlar nedeniyle yüksek tabla ilerleme oranları için uygun, çok güçlü bir kesme kenarı sağlar. Talaş inceltme etkisi sayesinde bu frezeler, titanyum ve ısıya dayanıklı alaşımların işlemesi için uygundur.
Talaş derinliği değişkenliklerine bağlı olarak, ap, giriş açısı sıfırdan 90°'ye kadar değişir ve kenar radyüsü boyunca kesme kuvveti yönünü ve sonucunda frezeleme işlemi sırasında oluşan basıncı da değiştirir.
Frezeleme işleminde maksimum talaş kalınlığı
Maksimum talaş kalınlığı verimli ve güvenilir bir frezeleme işlemi için en önemli parametredir. Etkili kesme işlemi, yalnızca hex değeri kullanılan freze takımı ile doğru şekilde eşleştiğinde gerçekleşir.
- Çok düşük hex değerine sahip ince bir talaş, zayıf performansın en yaygın nedenidir ve düşük verimliliğe neden olur. Bu takım ömrünü ve talaş oluşumunu negatif etkiler
- Çok yüksek bir hex değeri kesme kenarına aşırı yük uygular ve kırılmasına neden olabilir
Talaş incelmesi daha yüksek ilerlemeye imkan tanır
Diş başına ilerleme aşağıdaki üç durumda talaş incelme etkisi nedeniyle artırılabilir:
- 90° altında giriş açısına sahip düz kenarlı kesicilerin kullanılması.
- Düşük kesme derinliklerinde, ap yuvarlak kesici uçların veya büyük radyüslü uçların kullanılması.
- Düşük bir radyal kavramada, ae/De ile çevresel frezeleme.
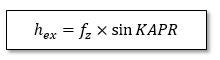
Düz kenarlı kesici uç için talaş kalınlığı hesaplamaları
90 derecelik frezeler ile diş başına ilerleme maksimum çip kalınlığına eşittir (fz=hex). Aynı talaş kalınlığının korunduğundan emin olmak için giriş açısını azaltırken, diş başına ilerleme hızını arttırın.
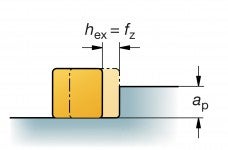
KAPR=90°
KAPR=45°
KAPR=10°
Örnek:
Maksimum hex = 0,1 mm ve KAPR = 45° ise
Önerilen ilerleme, fz = 1,4 x 0,1 = 0,14 mm/diş
| Giriş açısı, KAPR | Değiştirme faktörü | fz (mm/diş) | fz (mm/diş) | fz (mm/diş) |
| hex (mm) | hex (mm) | hex (mm) | ||
| min. 0,1 | başlangıç 0,15 | maks. 0,2 | ||
| 90° | 1,0 | 0,10 | 0,15 | 0,20 |
| 75° | 1,0 | 0,10 | 0,16 | 0,21 |
| 65° | 1,1 | 0,11 | 0,17 | 0,22 |
| 45° | 1,4 | 0,14 | 0,21 | 0,28 |
| 10° | 5,8 | 0,58 | 0,86 | 1,15 |
Yüksek ilerlemeli 10 derecelik freze üzerinde diş başına ilerleme hızını ne kadar artırabileceğinizi izleyin. Bunun nedeni, talaşı neredeyse altı kat inceltiyor olmanızdır.
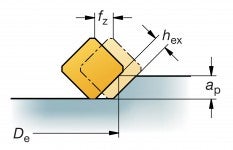
Yuvarlak ve radyüslü kesici uçlu frezeler için talaş kalınlığı hesaplamaları
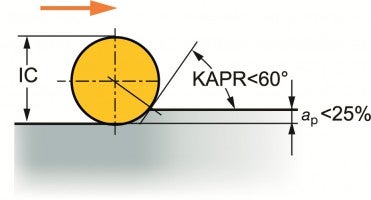
Talaş kalınlığı (hex) yuvarlak kesici uçlar ile değişkenlik gösterir ve giriş açısına bağlıdır. Düşük ap/i C oranları ile, talaş kalınlığını istenilen seviyeye çıkarmak için ilerleme artırılabilir.
Giriş açısı 60 derecenin altında kaldığında ve %25 x kesici uç çapını aşmayan bir kesme derinliği ile en iyi performans elde edilir. Daha büyük kesme derinliği için 45 derecelik bir kare kesici kullanmak daha avantajlıdır.
Yuvarlak kesici uçlar, daha güçlü kesici uç şekli ve daha uzun kesme uzunluğu nedeniyle düz kenarlı çözümlere kıyasla daha yüksek bir maksimum talaş kalınlığı kapasitesine sahiptir.
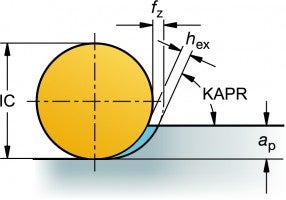
Yuvarlak kesici uçlar benzersizdir, çünkü bu uçlar ile talaş kalınlığı kesme derinliğine bağlı olarak değişir. Bu nedenle, daha küçük kesme derinliklerinde, uygun talaş kalınlığını elde ettiğinizden emin olmak için ilerleme hızınızı arttırmanız gerekir.
Çevresel frezeleme için talaş kalınlığı hesaplamaları
hex değeri kesici çapına ve çalışma kavramasına, kesicinin radyal dalmasına, ae/DC göre değişir. %50'den küçük olduğunda, maksimum talaş kalınlığı fz değerine göre azalır.
İlerleme, ae/DC oranına bağlı olarak aşağıdaki tablodaki değiştirme değerine göre artırılabilir.
Örnek:
DC 20 mm – ae = 2 mm, ae/DC = %10
hex = 0,1 mm, fz = 0,17 mm/diş
| Kesme genişliği çap oranı, ae/DC | Değiştirme faktörü | fz (mm/diş): | fz (mm/diş): | fz (mm/diş): |
| hex (mm) | hex (mm) | hex (mm) | ||
| min. 0,1 | başlangıç 0,15 | maks. 0,2 | ||
| %50-100 | 1,0 | 0,10 | 0,15 | 0,20 |
| %25 | 1,16 | 0,12 | 0,17 | 0,23 |
| %20 | 1,25 | 0,13 | 0,19 | 0,25 |
| %15 | 1,4 | 0,14 | 0,21 | 0,28 |
| %10 | 1,66 | 0,17 | 0,25 | 0,33 |
| %5 | 2,3 | 0,23 | 0,34 | 0,46 |
Freze yolu ve talaş oluşumu
Frezelemede freze yolu ve talaş oluşumu, güvenli bir kesme kenarı ve daha iyi takım... keyboard_arrow_right
Titreşim
Kesici takımdaki, takım tutucudaki, tezgahtaki, iş parçasındaki veya fikstürdeki... keyboard_arrow_right
Köşelerde frezeleme
Köşelerde frezeleme için doğru kesici kesişme yayının ve uygun ilerleme hızının dikkatli... keyboard_arrow_right
Sorun giderme
Titreşim sorunları, talaş sıkışması, talaşların yeniden kesilmesi, yetersiz yüzey... keyboard_arrow_right
