
Köşelerde frezeleme
Köşelerde frezeleme için doğru kesici kesişme yayının ve uygun ilerleme hızının dikkatli bir şekilde analiz edilmesi gereklidir.
Etkenler
- Kesici iç köşelere ilerlerken, radyal kesişme yayı artacak ve kesme kenarına daha fazla yük uygulayacaktır
- Genellikle, uygulama kararsız hale gelir, titreşim ve güvenli olmayan bir işleme neden olur
- Sallanan kesme kuvvetleri genelde köşelerde dip boşalmasına neden olur
- Aynı zamanda takım kenarında tanecik kopması veya tamamen takım kırılması riski de bulunmaktadır
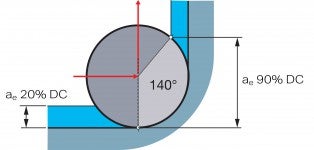
Geleneksel köşe frezeleme
Köşe radyüsü = %50 x DC
Çözüm – kesişme yayını sınırlayın
Kesişme yayı ve radyal kesimi azaltmak ve titreşim eğilimlerini düşürmek için programlanmış bir radyüs (dairesel frezeleme) kullanın, bu, köşelerde frezeleme yaparken daha büyük kesme derinlikleri ve yüksek ilerleme hızları sağlayacaktır.
- Çizimde gösterilenden daha büyük bir köşe radyüsü frezeleyin. Kaba talaş işlemede yüksek üretkenliği koruyan daha büyük bir kesici çapı kullanılmasına imkan tanıdığı için bu bazen avantajlı olabilir
- Alternatif olarak istenen köşe radyüsünü frezelemek için daha küçük bir DC kesici kullanın
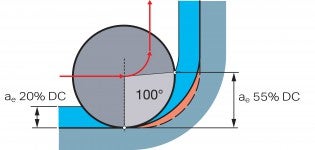
Daha büyük bir parça radyüsü frezeleyin,
Köşe radyüsü = %75 x DC
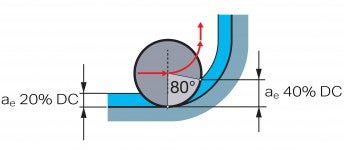
Daha küçük bir kesici kullanın,
Köşe radyüsü = %100 x DC
Kaba talaş işleme
%50 Dc değerinde programlanmış radyüs idealdir.
İnce talaş işleme
İnce talaş işleme için böyle büyük bir radyüse sahip olmak her zaman mümkün değildir; bununla birlikte, kesici çapı 1,5 x parça radyüsünden daha büyük olmamalıdır, örn. köşe radyüsü 10 mm (0,394 inç) = maksimum 15 mm (0,591 inç).
Freze yolu ve talaş oluşumu
Frezelemede freze yolu ve talaş oluşumu, güvenli bir kesme kenarı ve daha iyi takım... keyboard_arrow_right
Dalma frezeleme
Başarılı dalma frezeleme nedir? Dalma frezelemede kesme işlemi, takımın çevresinde... keyboard_arrow_right
Titreşim
Kesici takımdaki, takım tutucudaki, tezgahtaki, iş parçasındaki veya fikstürdeki... keyboard_arrow_right
Yüzey işleme
Frezeleme yüzeyi oluşturma, kullandığınız takımın tipine ve hangi süreci takip ettiğimize... keyboard_arrow_right
