
Frezelemede freze yolu ve talaş oluşumu
Frezelemede freze yolu ve talaş oluşumu, güvenli bir kesme kenarı ve daha iyi takım ömrü sağlamak için önemli faktörlerdir.
Frezeleme takımının radyal yöndeki her bir kesme kenarı, iş parçasını aralıklı olarak kavrar. Her bir kavramada dikkate alınması gereken üç farklı aşama vardır:
1. Kesime giriş
2. Kesimde içerisinde kesişme yayı
3. Kesimden çıkış
Kesime giriş
Karbür kesici uçlar kullanıldığında kesime giriş, üç kesme aşamasının en az hassas kısmıdır. Karbür, malzemeye girerken darbeden dolayı oluşacak basınç gerilmelerinin üstesinden gelir.
Kesimden çıkış
İş parçasından çıkış, üç kesme aşamasının en hassas olanıdır.
Çıkışta her zaman kalın talaş oluşumunu önlemeye çalışın. Karbür kesici uçlar kullanılırken kalın talaş oluşumu, çoğu zaman takım ömründe ciddi bir azalmaya neden olacaktır. Talaş, kesimin final noktasında destek eksikliği duyar ve bükülmeye çalışır, bu da kenar üzerinde bir kopmaya neden olabilecek şekilde karbürün üzerinde bir gerilme kuvveti yaratır.

Kesim içerisinde kesişme yayı
- Kanal açılırken maksimum mümkün kesişme yayı 180°'dir (ae = %100 DC)
- İnce talaş frezeleme için yay çok küçük olabilir
- Kalite gereksinimleri, radyal dalmanın yüzdesine, ae/DC bağlı olarak oldukça farklılık gösterebilir
- Kesişme yayı ne kadar büyük olursa, kesme kenarına aktarılan ısı da o kadar büyük olur
- Büyük bir kesişme yayı ile CVD kaplamalı kaliteler, en iyi ısı bariyerini sağlarlar
- Küçük bir kesişme yayı ile, talaş kalınlığı normalde daha küçüktür ve PVD kaplamalı kaliteler üzerindeki daha keskin kenarlar daha az ısı ve azaltılmış kesme kuvvetleri oluşturur
Büyük (maks.) kesişme yayı
- Kesim içerisinde uzun süre
- Yüksek radyal kuvvetler
- Daha fazla ısı oluşur
- CVD kaplamalı kaliteler
Küçük kesişme yayı
- Kesimde kısa süre ve daha az ısı, daha yüksek vc sağlar
- Daha ince talaşlar, daha yüksek fz sağlar
- Keskin kenarlar
- PVD kaplamalı kaliteler
Parçaya giriş
Kesici düz bir şekilde iş parçası içerisine girecek şekilde programlandığında, kesici tam kavrama yapana kadar çıkışta kalın talaşlar oluşacaktır. Bu, özellikle daha sert çelikler, titanyum ve ısıya dayanıklı alaşımlarda takım ömrünü önemli ölçüde azaltabilir. Ayrıca, titreşim açısından, iş parçasına sorunsuz bir şekilde girilmesi önemlidir.
Takım ömrünü arttırmanın iki yolu vardır:
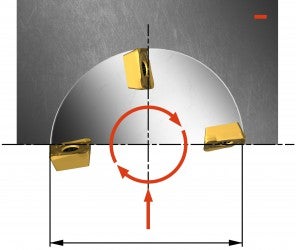
1. Daha düşük ilerleme
Freze tam kavrama yapana kadar ilerlemeyi yüzde 50'ye düşürün.
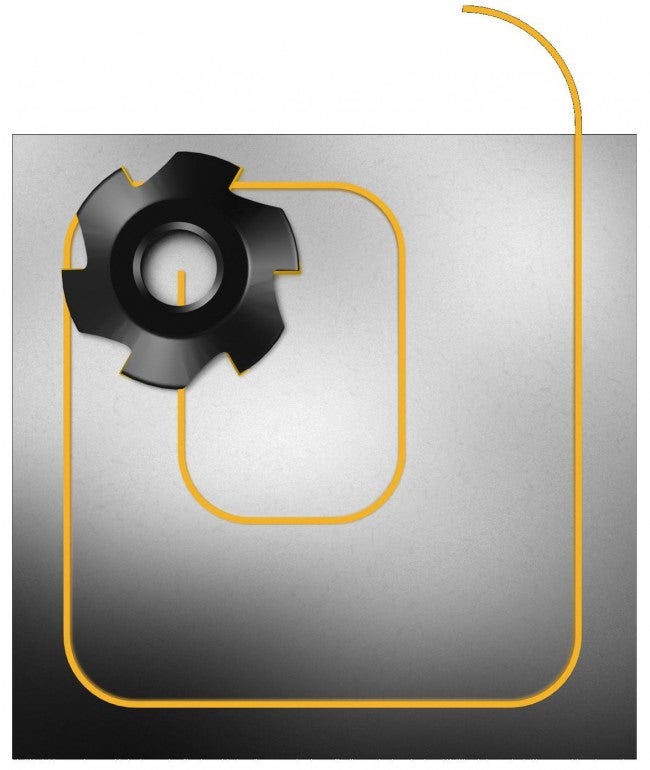
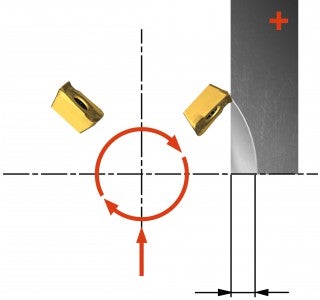
2. Dönerek kesime girme
Saat yönünde hareket ile bir dönerek kesime girme programlayın (saatin tersi yön yüksek talaş kalınlığı problemini çözmeyecektir). Dönerek kesime girilmesi ile çıkışta talaş kalınlığı her zaman sıfırdır, bu da yüksek ilerleme ve daha uzun takım ömrüne imkan tanır.
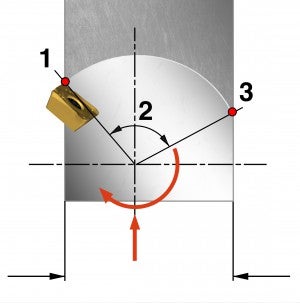
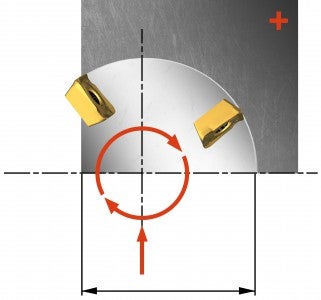
Kesici konumu
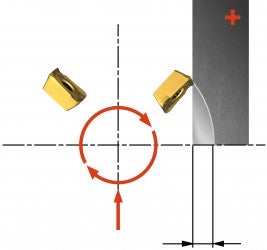
Girişte daha kalın talaş ve çıkışta ince talaş elde etmek için frezeyi merkez dışına – sola – konumlandırın (aşağı frezeleme yöntemi). Titreşim eğilimlerini en aza indirerek kesme kuvvetlerinin daha sürekli ve elverişli bir yönü elde edilir.
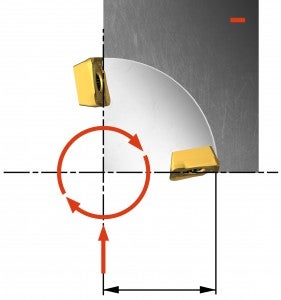
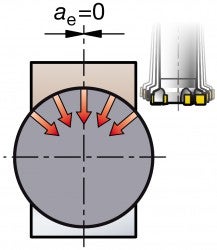
Freze, merkez çizgisinde simetrik olarak konumlandırıldıysa, çıkışta kalın talaşlar oluşacak ve titreşim eğilimleri daha yüksek olacaktır.
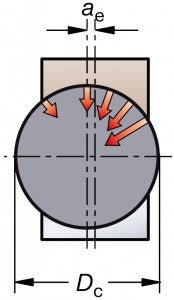
Freze çapı,DC, kesME genişliğinden, ae, %20-50 daha büyük olmalıdır.
Mevcut alt iş mili gücü her zaman göz önünde bulundurulmalıdır, çünkü hatve aralığının seçimini de etkiler.
Freze
ae değerinden %+20-50 daha büyük olmalıdır ve merkez dışında konumlandırılmalıdır.
Merkez çizgisi üzerindeki freze
titreşim oluşturabilir.
Kesiciyi kavrama halinde tutun
Kesimdeki keskin yön değişiklikleri çıkışta kalın talaşlara neden olur. Güvenli ve optimize edilmiş bir frezeleme işlemi için bu önerileri izleyin:
- Kesiciyi sürekli olarak kavrama halinde tutun
- Tüm köşeleri yuvarlayın
- Köşenin tam olarak kapsam içinde olması için kesme genişliği, ae DC'nin %70'i olmalıdır
- Çevresel frezelemede, dış köşeler çevresinden yuvarlayın
- Mümkün olduğunda kesinti ve delikler çevresinde programlama yapın
Köşelerde frezeleme
Köşelerde frezeleme için doğru kesici kesişme yayının ve uygun ilerleme hızının dikkatli... keyboard_arrow_right
Aşağı/eş yönlü frezeleme ve yukarı/ters yönlü frezeleme
Bir frezeleme kenarının kesim içine her girişinde, frezeleme kenarı üzerinde bir... keyboard_arrow_right
Titreşim
Kesici takımdaki, takım tutucudaki, tezgahtaki, iş parçasındaki veya fikstürdeki... keyboard_arrow_right
Dalma frezeleme
Başarılı dalma frezeleme nedir? Dalma frezelemede kesme işlemi, takımın çevresinde... keyboard_arrow_right
