
Dilme ve yuvarlamalı frezeleme

Dilme ve yuvarlamalı frezeleme yöntemleri sert çelikler, ISO H, HRSA malzemeler ve ISO S gibi zor malzemelerin kaba ve yarı kaba işlemesi için geliştirilmiştir, ancak özellikle titreşime duyarlı uygulamalarda diğer malzemelerle de kullanılabilir.
Yuvarlamalı frezeleme öncelikle kanalların işlemesi için kullanılır.
Dilme genellikle köşelerin yarı kaba talaş işlemesi için kullanılır.
Her iki yöntemin de çok güvenli ve verimli olduğu kanıtlanmıştır.
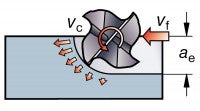
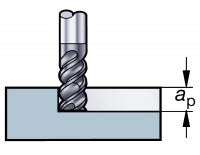
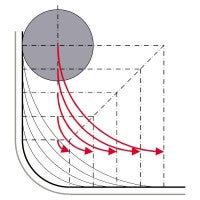
Dilme ve yuvarlamalı frezeleme teknikleri küçük bir radyal talaş derinliğine, ae, dayanır, bu:
- Daha az stabilite talep eden ve büyük bir talaş derinliği, ap sağlayan düşük bir radyal kesme kuvveti yaratır
- Bu, kesim sırasında titreşim eğilimlerini minimuma indiren tek bir dişin olduğu anlamına gelir
- Kısa temas süresine bağlı olarak kesim bölgesinde ısıyı azaltır, bu da daha yüksek kesme hızlarının kullanılmasını sağlar
- Küçük bir talaş kalınlığı, hex, ancak yüksek bir ilerleme fz oluşur
Takım seçimi
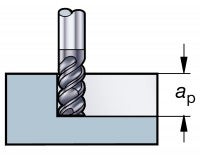
Dilme tekniği, küçük radyal kesme derinliğini, ae büyük eksenel kesme derinliği, ap ile birleştiren uzun kenarlı frezelerde de kullanılabilir.
Dilme ve yuvarlamalı frezeleme nasıl uygulanır
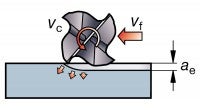
Dilme daha yüksek bir kesme hızı, vc, ve eksenel bir kesim, ap, kullanır ancak sadece küçük radyal kavramalar, ae, ve diş başına ilerleme, fz ile kullanır. Bu aşağıdakiler sayesinde mümkündür:
- Faktör İnce talaş kalınlığıKüçük kesişme yayı
- Etki Daha düşük kesme kuvveti/sapmaKesme bölgesinde düşük sıcaklık
- Avantaj Daha derin eksenel kesimlerYüksek hızlar
Yuvarlamalı frezelemeUygulama alanı
Titreşimin problem olduğu kanal açmalar için mükemmel bir yöntem; Aynı zamanda sınırlı havuzların, yuvaların ve kanalların kaba frezelenmesi için uygundur.Tanım
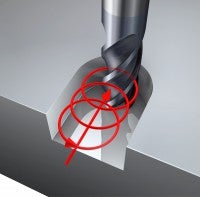
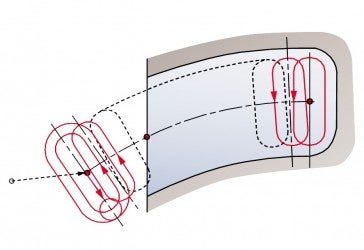
Yuvarlamalı frezeleme, eş zamanlı ileri doğru hareketler içeren dairesel frezeleme olarak da tanımlanabilir. Freze, malzemede radyal yönde sürekli spiral takım yolları dizisi halinde tekrarlanan "dilimleri“ çıkarır.
Özel programlama ve takım tezgahı kapasitesi gerektirir.
Takım kesime dönerek giriş ve kesimden dönerek çıkış ile radyal hatve, w, düşük tutularak programlanır; düşük tutulması şu anlama gelir:
- Kontrollü kesişme yayı yüksek eksenel kesme derinliği sağlayan düşük kesme kuvvetleri oluşturur
- Kesme kenarı uzunluğunun tamamı kullanılır, böylece ısı ve aşınma düzgündür ve eşit yayılır, bu da geleneksel kanal frezelemeye oranla daha uzun takım ömrü sağlar
- Kısa kesişme yayına bağlı olarak güvenli takım ömrüne sahip yüksek tabla ilerlemesi sağlayan çok kenarlı takımlar kullanılır
- Maksimum radyal kesme derinliği, ae, freze çapının %20'sini aşmamalıdır
ap ≤ 2 x Dc
ae = küçük
vf = yüksek
vc = konvansiyonel yöntemlerin maks. 10 katı
2 x Dc değerinden küçük kanal genişlikleri için
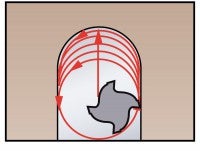
Takım, bir kanal veya profil oluşturmak için radyal yönde ilerleyen sürekli bir spiral yol üzerine programlanmıştır. İlerleme sabittir, radyal kesim ise sürekli değişkenlik gösterir. Zamanın %50'sinde takım kesim dışındadır.Etkenler
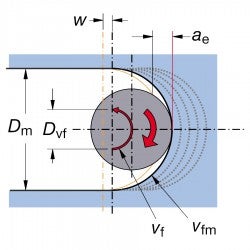
1) Radyal kesim sürekli olarak değişir ve en büyük dalmada programlanmış kademe oranından, w yüksektir.
2) Freze çapını kanal genişliğinin %70'i kadar altında ve radyal hatve, w, Dc değerinin %10'unun altında tutmak önemlidir.
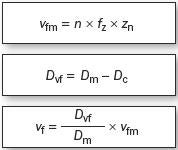
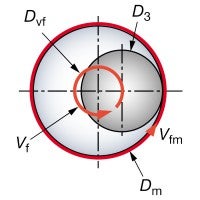
3) İlerleme sabittir, ancak takım merkez ilerlemesi, vf, çevresel ilerlemeden, vfm farklılık gösterir. İlerleme, takım merkezine göre programlandığı zaman çevresel ilerleme hesaplanmalıdır.
Kesme parametreleri
- Maks. freze çapıDc = %70 kanal genişliği
- Kademe oranıw = maks. %10 Dc
- Radyal kesim maks.ae = 20% Dc
- Eksenel kesimap = maks. 2 x Dc
- Diş başına başlangıç ilerlemesifz = 0,1 mm
Programlanmış ilerlemeyi vf hesaplayın
Yuvarlamalı frezeleme uygulama ipuçları
Yuvarlamalı frezeleme, 8 mm'lik bir takımın 12 mm'lik bir takımın yerini alması nedeniyle, yüksek takım ömrü ve düşük takım maliyeti ile geleneksel kanal açma veya dalmaya kıyasla çok daha güvenli bir uygulama sağlar.2 x Dc değerinden geniş kanallar için
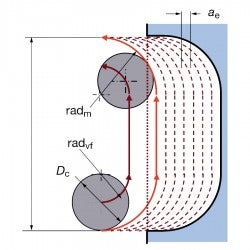
Harcanan zamanın %50'sinde takımın kesim dışında olduğu dar kanal için programlananlar gibi sürekli bir spiral yol, kanal genişledikçe optimize edilebilir:
- Dönerek kesime girme – programlanmış radyüs (radm) = Dc değerinin % 50'si kadar.
- G1 ae = 0,1 x Dc.
- Dönerek kesimden çıkma – programlanmış radyüs (radm) = Dc değerinin % 50'si kadar.
- Bir sonraki başlangıç pozisyonuna giden hızlı hareket.
- Çevrimi tekrarlayın.
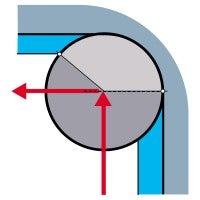
Dilme – köşe frezeleme
Uygulama alanı
Dilme, bir önceki operasyonun ulaşamadığı bölümlerde daha büyük takımın kullanıldığı köşe frezelemede kullanılan bir yarı kaba talaş işleme tekniğidir.Tanım
Yuvarlamalı frezelemeden farklı olarak kesime dönerek girme ya da kesimden dönerek çıkma gerekmez, çünkü radyal kesim ortada sıfırdan maksimuma yükselir ve sonrasında yeniden sıfıra düşer.
Birden fazla paso, sürekli düşük radyal dalma/kavrama açısı ve düşük kesme kuvvetleri sağlayarak kademeli olarak talaş kaldırır.Etkenler:
Köşelerdeki ilerleme hızında azalma:
- Tüm radyüs konturlamada olduğu gibi bir takım merkez ilerlemesi, vf, programlanırken diş başına sürekli bir ilerleme sağlamak için ilerleme hızı takım çevre ilerlemesine göre, vfm azaltılmalıdır
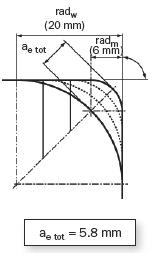
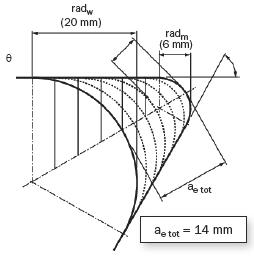
- Talaş derinliği, freze çapının köşe radyüsü ile ilişkisine dayanarak düz çizgi halinde kesimle aynı yüksek ilerlemede çalışabilmek için çok daha büyük olabilir
- Ancak, programlanmış freze yolu çapı, Dvf, ile delik çapı, Dm, arasındaki oran, tamamlanmış köşe radyüsüne doğru sürekli artar, bu da ilerlemenin her pasoda sürekli olarak azaltılması gerektiği anlamına gelir
- Uygulama kararsız bir hale gelir ve titreşim oluşur
- İyi dinamik stabiliteye ve takım merkez ilerlemesi azaltma kontrolüne sahip bir takım tezgahı, delik köşelerinin başarılı frezelemesi için çok önemlidir
Dilme
Konvansiyonel

Her paso için Dvf ve vf sürekli olarak azaltılır
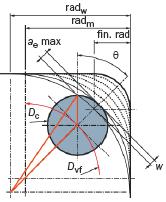
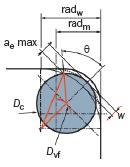
w = radyal kademe
radm = parça uç radyüsü
radw = parça başlangıç radyüsü
Aynı başlangıç ve uç radyüsleri için gereken pasoların sayısı köşe açısına bağlı olarak değişkenlik gösterecektir. 60˚'den daha düşük açılı köşeler için, bir dalma matkabının kullanıldığı dalma frezeleme iyi bir çözüm olabilir.Köşe açısı
Dalma frezeleme
Başarılı dalma frezeleme nedir? Dalma frezelemede kesme işlemi, takımın çevresinde... keyboard_arrow_right
Kanal veya oluk frezeleme
Kanal ve oluk frezeleme, kenar ve yüzey frezelemesinin çoğu zaman parmak frezelemeye... keyboard_arrow_right
Freze yolu ve talaş oluşumu
Frezelemede freze yolu ve talaş oluşumu, güvenli bir kesme kenarı ve daha iyi takım... keyboard_arrow_right
CoroMill® MH20
Her türde yüksek ilerleme ile frezeleme uygulamasına uygun çok yönlü konsept, takım... keyboard_arrow_right
