
Deliklerin ve havuzların/yuvaların frezelemesi
- İki eksenli lineer açılı frezeleme
- Dairesel açılı frezeleme
- Bir deliğin genişletilmesi
- Dairesel dış çap frezeleme/açılı frezeleme
- Dalma frezeleme
- Kademeli frezeleme
- Artık frezeleme yöntemleri
- Dar yuvalar veya açılar
Delik frezeleme: boşluk oluşturma
- Yekpare bir iş parçasında boşluk oluşturma
- Bir deliğin veya havuzun genişletilmesi
- Bir havuzun veya yuvanın açılması/genişletilmesi
Yekpare bir iş parçasında boşluk oluşturma
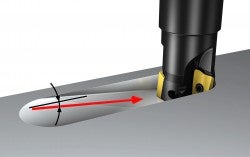
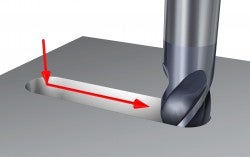
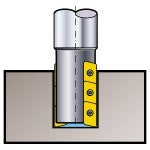
Lineer açılı frezeleme
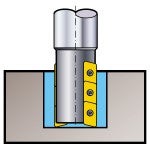
Kademeli frezeleme
Bir kanalın açılması
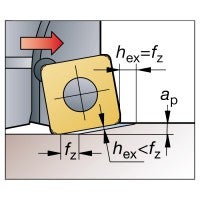
Bir deliği frezelerken lineer açılı frezeleme, (2 eksenli eşzamanlı) kademeli frezelemeye her zaman tercih edilir.
Kademeli frezeleme alternatif bir yöntemdir, ancak bazen uzun talaşlar üretir ve freze üzerinde istenmeyen kesme kuvvetleri oluşturur.
Bir deliğin veya havuzun açılması
Delik Delme

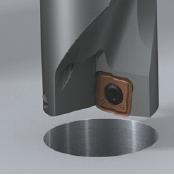
Dairesel açılı frezeleme

Bir havuzun açılı frezelemesi
Delik delme, bir delik oluşturmak için geleneksel ve en hızlı yöntemdir, ancak talaş kırma bazı malzemelerde bir zorluk haline gelebilir ve değişken çaplar ile yuvarlak olmayan şekiller üretmek için gereken esnekliğe sahip değildir.
Dairesel açılı frezeleme (3 eksenli eşzamanlı) delik delmeye kıyasla daha az verimli bir yöntemdir, ancak aşağıdaki durumlarda iyi bir alternatif olabilir:
- Tezgah gücü sınırlı olduğunda büyük çaplı delikler
- Daha küçük seri üretim. 25 mm'den büyük çaplar için genel bir kural: frezeleme yaklaşık 500 delikten oluşan bir seriye kadar düşük maliyetlidir
- Bir dizi delik boyutu işlenecek olduğunda
- Birçok matkap boyutunu kapsayacak sınırlı takım magazin alanı
- Düz bir taban gerektiğinde kör deliklerin oluşturulması
- Rijit olmayan, ince duvarlı parçalar
- Darbeli kesimler
- Talaş kırma ve talaş tahliyesine bağlı olarak delinmesi zor malzemeler
- Kesme sıvısı yoksa
- Havuzların/yuvaların frezelemesinde (“yuvarlak olmayan delikler”)
Yöntem seçimi - örnek
Bir havuzun veya yuvanın açılması
  | ||
Delik delme ve dairesel frezeleme   | Delik delme ve dalma frezeleme   | Dairesel açılı frezeleme  |
Avantajlar + Yuvarlak olmayan delikler için yüksek talaş kaldırma + Havacılık sanayi çerçevesinde yapısal titanyum parçaları için ilk tercih Dezavantajlar – Stabil bir tezgah gereklidir – Talaş tahliyesi – yatay tezgah – Dikkatli programlama gereklidir | Avantajlar Uzun kullanma mesafeli uygulamalar için problem çözümü + Basit programlama, eski/birden fazla alt iş miline sahip tezgahlar için uygun Dezavantajlar – Düşük talaş kaldırma | Avantajlar + Daha az takım (matkap gerekli değildir) + Esnek (çok çeşitli boyutlar üretebilir) + Kesme sıvısı gerekli değildir = açık tezgahlar için iyidir + Tüm tezgah konseptleri ve konfigürasyonları için uygundur Dezavantajlar – Büyük boşluklar için daha az üretkendir |
| Yuvalar için temel tercih | Problem çözümü Uzun kullanma mesafeleri | 3D havuzlar için temel tercih |
Bir deliğin veya havuzun genişletilmesi

Delik işleme
Dairesel açılı frezeleme
Dairesel frezeleme
Bir deliğin genişletilmesi
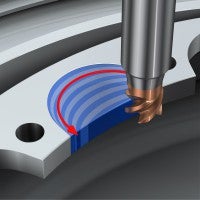
Delik işleme normalde delik delme ile aynı nedenlerden ötürü en hızlı yöntemdir, ancak delik frezeleme bazen iyi bir alternatif olabilir. İki alternatif frezeleme yöntemi kullanılabilir: Dairesel açılı frezeleme (3 eksenli) veya dairesel frezeleme (2 eksenli). Bir delik maks. ap derinse veya titreşim hassasiyetli uygulamalarda dairesel açılı frezeleme tercih edilmelidir. Deliğin yuvarlaklığı/eş eksenliliği açılı frezeleme sırasında özellikle de uzun kullanma mesafelerinde daha iyi hale gelir. Yuvarlaklık, dairesel açılı frezeleme ve frezeleme operasyonlarında frezeleme takımını hareket ettirmek yerine iş parçası döndürülerek geliştirilir.
Bir havuzun genişletilmesi
Delik içi kenar frezeleme ve dalma frezeleme bir başlangıç deliği gerektirir ve bir havuzun doğrudan yekpare bir blok içine açılı frezelemesi ile karşılaştırılmalıdır.
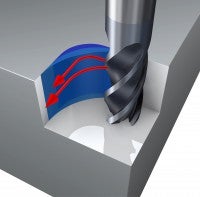
- Açılı frezeleme (3 eksenli) sadece bir takıma ihtiyaç duyarak ve profil frezeleme için uygun hale getirerek 3D şekiller üretebilme avantajına sahiptir. Yüksek ilerleme teknikleri (hafif ve hızlı) ile uygulandığında, kesme kuvvetleri, titreşim sorunlarını minimuma indiren uygun bir şekilde yönlendirilecektir
- Dalma frezeleme çoğu zaman uzun kullanma mesafeleri ve/veya derin havuzlar ile sorunları çözer
- Delik içi kenar frezeleme, dalma frezelemeden daha fazla programlama gerektirir, ancak daha hızlıdır
Delik içi kenar frezeleme

Dalma frezeleme
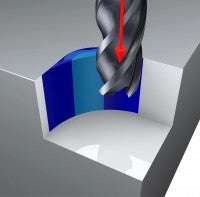
Artık (kalan stoğun) frezelemesi
Bir havuzun kaba talaş işlemesi tamamlandığında özelikle de köşelerde çoğu zaman stok kalır. Daha küçük bir freze ile dalma frezeleme, tamamlanmış şekle yaklaşmak için bir yöntemdir. Artık frezeleme (hafif ve hızlı) genellikle köşe frezelemede kullanılan bir başka tekniktir. Yuvarlamalı frezeleme, kanalların, yuvaların vb. frezelemesinde kullanılan bir başka artık frezeleme tekniği tipidir.
Köşelerde dalma
Artık frezeleme tekniği – hafif ve hızlı
Köşelerde artık frezeleme
Yuvarlamalı
Bir havuz veya yuva nasıl açılır/genişletilir

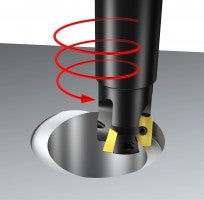
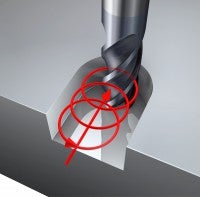
İki açık strateji bulunmaktadır:1. Dairesel açılı frezeleme (3 eksenli) – küçük ap
Küçük giriş açısına sahip bir freze kullanın. Yuvarlak uçlu freze başka bir alternatiftir.
Bu “hafif ve hızlı” teknik mükemmel bir talaş kaldırma oranı sağlar ve daha az stabil tezgahlar için (ISO 40'a göre) ve havuz, kalıp gibi profillenmiş bir şekle sahipse ilk tercihtir.
Not: 90°'lik bir kenarın tamamını işlemekten kaçının çünkü düşük bir yaklaşım açısının etkisi kaybolacaktır, örn. kesme derinliği ciddi şekilde artacaktır.
Kesme parametreleri:
- Maksimum freze çapı = 1,5 x parça köşe radyüsü
- Derinliğe dairesel rampa – saat yönünün tersinde
- Dönerek bir sonraki kesime girme
- Radyal kesim – maks. ae = %70 DC
- Yuvarlak uçlu freze için eksenel kesim %25 iC
- Köşedeki takım yolu radyüsü = DC
- Köşe ilerlemesini azaltın
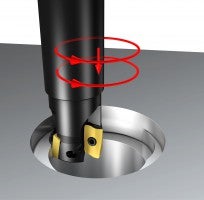
2. Dairesel frezeleme (2 eksenli) – büyük ap
Bir delik delin ve sonrasında bir kenar parmak freze veya uzun kenarlı bir freze ile değiştirin. Tipik bir uygulama alanı, havacılık sanayi çerçevesinde titanyum işlemede bulunabilir.
Uygulama püf noktaları
Talaşların/talaş sıkışmasının yeniden kesilmesini önlemek için iyi talaş tahliyesi sağlar:
- Yatay alt iş mili (ISO 50) tercih edilir
- Boydan boya takım kesme sıvına sahip yüksek basınçlı kesme sıvısı veya basınçlı hava
- DC delik çapının %75'inden daha büyük olmamalıdır. Büyük bir eksenel kesim kullanın – maksimum ae = 2 x DC
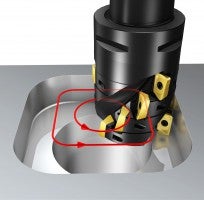
Delinmiş deliğe dairesel bir yolda girilmelidir:
- Radyal kavramayı kontrol edin, maksimum ae = %30 DC
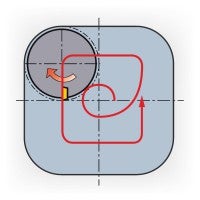
Köşelerde titreşimi minimuma indirmek ve verimliliği maksimuma çıkarmak için radyal kavramayı kontrol edin:
- Köşelerde mümkün olan en büyük radyüsü kullanın, spiral şekil değiştirme programlaması
- Mümkün olan en büyük DC değerini kullanın ve artık frezelemesini ayrı olarak 1,5 x köşe radyüsünü aşmayacak şekilde tamamlayın.
  |   |
 Küçük köşe radyüsü | 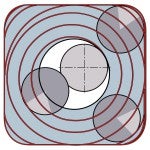 Spiral şekil değiştirme programlama |
Bir deliğin genişletilmesi
Var olan bir deliğin genişletilmesi dairesel açılı frezeleme ve dairesel frezeleme... keyboard_arrow_right
Açılı frezeleme: Lineer ve dairesel iki eksen
Başarılı açılı frezeleme nedir? Lineer açılı frezeleme dar oluklar/yuvalar/havuzlar... keyboard_arrow_right
Kanal veya oluk frezeleme
Kanal ve oluk frezeleme, kenar ve yüzey frezelemesinin çoğu zaman parmak frezelemeye... keyboard_arrow_right
Dalma frezeleme
Başarılı dalma frezeleme nedir? Dalma frezelemede kesme işlemi, takımın çevresinde... keyboard_arrow_right
