
Frezeleme sırasında titreşimler nasıl azaltılır

Kesici takımdaki, takım tutucudaki, tezgahtaki, iş parçasındaki veya fikstürdeki sınırlamalar nedeniyle frezeleme titreşimi oluşabilir. Titreşimi azaltmak için dikkate alınması gereken bazı stratejiler bulunmaktadır.
Kesici takım
- Bir 90°'lik kesici ile baskın kuvvetler, radyal yönde odaklanır. Bu, uzun kullanma mesafelerinde kesicide sapma yaratır; ancak, küçük eksenel kuvvet, ince duvarlı/titreşim hassasiyetli parçaların frezeleme işlemleri için avantaj sağlar
- 45°'lik kesiciler eşit dağıtılmış eksenel ve radyal kuvvetler oluşturur
- Yuvarlak uçlu kesiciler, özellikle de küçük talaş derinliklerinde kuvvetlerin çoğunu alt iş miline yönlendirir. Ayrıca, 10°'lik kesiciler, kuvvetleri öncelikle alt iş miline iletir, bu da uzun kullanma mesafeleri nedeniyle oluşan titreşimleri azaltır
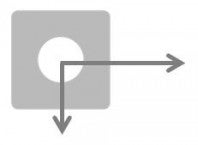
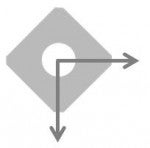
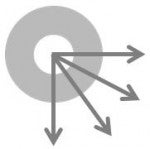
- Yüzey frezeleme için kesme kuvvetlerinin yönü dikkate alınmalıdır:
- İşlem için mümkün olan en küçük çapı seçin
- DC, ae'den %20-50 daha büyük olmalıdır
- Kaba ve/veya diferansiyel ağızlı kesici seçin
- Alüminyum gövdeli kesici gibi düşük ağırlıklı bir kesici avantajlıdır
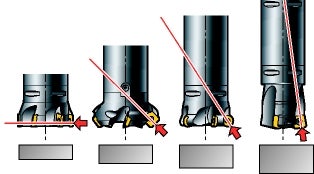
İnce duvarlı kararsız iş parçalarında büyük bir giriş açısı kullanın = küçük eksenel kesme kuvveti.
Uzun takım kullanma mesafelerinde küçük bir giriş açısı kullanın = yüksek eksenel kesme kuvveti.
Takım tutucu sistemleri
Coromant Capto® modüler takım tutucu sistemi takımların gereken uzunlukta monte edilmelerine imkan tanır ve yüksek stabilite ve en düşük salgıyı sağlar.
- Takım grubunu mümkün olduğunca rijit ve kısa tutun
- Mümkün olan en büyük adaptör çapını/ölçüsünü seçin
- Redüksiyon adaptörlerini engellemek için yüksek ölçülü kesicilere sahip Coromant Capto® adaptörler kullanın
- Küçük frezeleme takımları için mümkünse konik bir adaptör kullanın
- Final pasosunun parçanın çok derinlerinde yer aldığı uygulamalarda, önceden belirlenmiş konumda uzatılmış takımlara geçin. Her takım uzunluğu için kesme değerini uyarlayın
- 20 000 dev/dak üzerindeki alt iş mili hızları için özel olarak dengelenmiş kesici ve tutucular kullanın

Büyük boyutlu kesiciler
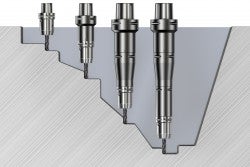
Daima mümkün olan en kısa takım uzunluğunu seçin.
Boyu başarıyla uzatın.
Sessiz Takımlar sönümlenmiş frezeleme takımları
Takım çapının 4 katından büyük kullanma mesafelerinde frezeleme titreşim eğilimleri, çok daha belirgin hale gelir ve Sessiz Takımlar sönümlenmiş kesiciler verimliliği ciddi şekilde iyileştirebilir.

Kesici kenar
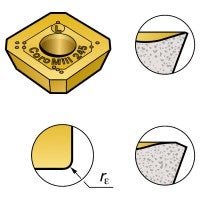
Kesme kuvvetlerini azaltmak için:
- Keskin kenarlı hafif bir L kesme geometrisi ve ince kaplamalı bir kalite seçin
- Küçük köşe radyüsleri ve küçük paralel bölgelere sahip kesici uçlar kullanın
Bazen bir sisteme daha fazla sönümleme ekleme titreşim eğilimlerini azaltabilir. Daha negatif bir kesme kenarı geometrisi ve hafif aşınmış bir kesme kenarı kullanın.
Kesme değerleri ve takım yolu programlama
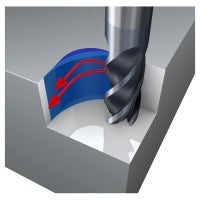
- Kesiciyi daima merkezin dışında frezelenmiş yüzeye göre konumlandırın
- 90°'lik uzun kenarlı kesiciler veya parmak frezeler ile düşük radyal dalma kullanın: maks ae= %25 DC ve yüksek eksenel kesim: maks ap = %100 De
- Yüzey frezeleme işleminde, yuvarlak kesici uçlarla küçük bir kesme derinliği ap, ve yüksek ilerleme, fz, veya küçük giriş açılarına sahip yüksek ilerlemeli kesiciler kullanın
- Büyük bir yol radyüsü programlayarak köşelerdeki titreşimleri önleyin, bkz köşelerde frezeleme
- Talaş kalınlığı çok düşükse, kesme kenarı kesim yerine sürtünme yapacak ve titreşime yol açacaktır. Böyle durumlarda, diş başına ilerleme artırılmalıdır
Takım tezgahı

Tezgah, frezeleme titreşim eğilimleri üzerinde büyük etkiye sahip olabilir. Alt iş mili yatağının veya ilerleme mekanizmasının aşırı aşınması işleme performansını düşürür. Tezgah stabilitesinden tam anlamıyla yararlanmak için işleme stratejileri ve kesme kuvveti yönlerini seçin.
Her tezgah alt iş milinin titreşime meyilli doğal alanlara sahiptir. Stabil kesme alanları, stabilite lobları olarak tanımlanır ve dev/dk arttıkça artarlar. 50 dev/dk gibi küçük bir artış bile kesme işlemini titreşim ile kararsız durumdan stabil hale getirebilir.
İş parçası ve fikstürü
İnce duvarlı/bazlı parçaları frezelerken ve/veya fikstür zayıf olduğunda aşağıdakileri dikkate alın:
- Fikstür, tezgah tablasına yakın olmalıdır
- En stabil kesme koşullarını elde etmek için takım yolunu ve ilerleme yönünü, tezgahın/fikstürün en güçlü düğümüne doğru optimize edin
- İş parçasının yetersiz desteklendiği yönlerde işleme yapmaktan kaçının
- Yukarı frezeleme, fikstür ve/veya iş parçası belirli bir yönde zayıfsa titreşim eğilimlerini azaltabilir
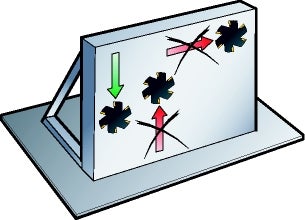
Zayıf fikstürler için, tezgah tablasına doğru
bir ilerleme yönü kullanın
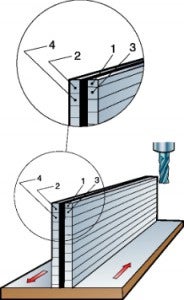
İlk kademenin ikinci, üçüncü, vb. kademenin
yarı derinliğinde yapılmasına dikkat edin.
Titreşim nedenleri ve çözümleri hakkında daha fazla bilgi alın
Freze yolu ve talaş oluşumu
Frezelemede freze yolu ve talaş oluşumu, güvenli bir kesme kenarı ve daha iyi takım... keyboard_arrow_right
Sorun giderme
Titreşim sorunları, talaş sıkışması, talaşların yeniden kesilmesi, yetersiz yüzey... keyboard_arrow_right
Köşelerde frezeleme
Köşelerde frezeleme için doğru kesici kesişme yayının ve uygun ilerleme hızının dikkatli... keyboard_arrow_right
Dalma frezeleme
Başarılı dalma frezeleme nedir? Dalma frezelemede kesme işlemi, takımın çevresinde... keyboard_arrow_right
