
Rozwiązania służące do ekonomicznej, wysokiej jakości obróbki elementu mocowania silnika dla branży lotniczej w tytanie

Głęboki rowek środkowy to najtrudniejszy w obróbce detal elementu mocowania silnika. W zależności od specyfiki podzespołu, możliwe jest stosowanie różnych technik obróbki.
Rozwiązania narzędziowe do obróbki elementu mocowania silnika dla branży lotniczej
Różne metody frezowania głębokich rowków
Rozwiązanie 1
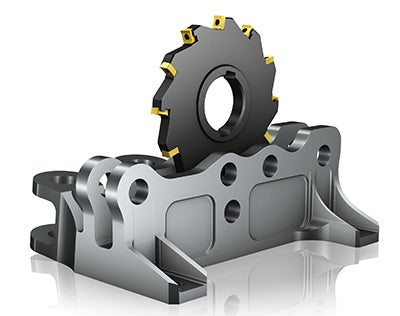
W stabilnych warunkach oraz dysponując obrabiarką o wystarczającej mocy i momencie, optymalny wybór to CoroMill® 331. Uniwersalny i bardzo precyzyjny frez tarczowy.
Dowiedz się więcej o CoroMill® 331
Rozwiązanie 2
Lekka i szybka obróbka z użyciem frezu do dużych posuwów CoroMill 210. Frezy do dużych posuwów są często stosowane na obrabiarkach mniejszych mocy do lżejszej i szybszej obróbki. Duża wydajność skrawania jest wynikiem pracy z małymi głębokościami przejścia przy posuwie na ostrze nawet do 1.0 mm.
Dowiedz się więcej o CoroMill® 210
Rozwiązanie 3
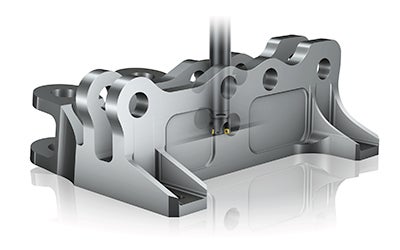
Frezowanie wgłębne to dobra technika przy gorszych parametrach układu oraz obróbce na długich wysięgach. Aby uzyskać dobrą produktywność, konieczne jest stosowanie odpowiedniego skoku między kolejnymi zagłębieniami. Warto rozważyć zastosowanie narzędzia specjalnego do obróbki wgłębnej na płytki CoroDrill 880.
CoroDrill® 880 - Wiertła na płytki wymienne

Rozwiązanie wiertarskie - CoroDrill® 880
Pierwszy wybór ze względu na dużą produktywność, niski koszt jednostkowy otworu oraz dużą prędkość posuwu. Konstrukcja wiertła umożliwia poprawę produktywności nawet o 100%, wykonywanie otworów o ściślejszych tolerancjach i lepszą jakość powierzchni. Wiertło CoroDrill 880 wykorzystuje płytki o czterech efektywnych krawędziach skrawających, a w płytkach peryferyjnych stosowana jest geometria wiper, co przekłada się na lepszą jakość wykończenia powierzchni.
Dowiedz się więcej o CoroDrill® 880

Wysięgnik mocowania silnika
Wysięgnik mocowania silnika na skrzydle samolotu może mieć konstrukcję otwartą i... chevron_right
Prowadnica slotu
Element znajduje się na krawędzi głównej. Podzespół tego typu jest zwykle wykonywany... chevron_right
CoroMill® QD
Największe wyzwanie przy frezowaniu rowków stanowi zwykle odprowadzanie wiórów. Problemy... chevron_right
CoroMill® 327
Uniwersalny frez, który można stosować do wykonywania różnego rodzaju rowków, gwintów... chevron_right
