
Rozwiązania do ekonomicznej, wysokiej jakości obróbki tarczy wirnika wykonanej ze stopu żaroodpornego

Tarcze wirnika znajdujące się po zimnej stronie silnika są wykonywane z tytanu, natomiast te, które znajdują się po gorącej stronie turbiny, wymagają zastosowania superstopu żaroodpornego (HRSA).
Optymalne rezultaty obróbki zapewniają:
- Obrabiarka pięcioosiowa z dobrą synchronizacją
- Oprogramowanie Turbo CAM do obsługi pięciu osi
- Najlepsze narzędzia i wiedza na temat obróbki tytanu i HRSA
Rozwiązania narzędziowe do obróbki tarczy wirnika w superstopach żaroodpornych dla branży lotniczej
Niestandardowa koncepcja frezarska M5C331
Niestandardowa koncepcja frezarska M5C331 to ekonomiczne rozwiązanie do zgrubnego frezowania rowków tarcz wirnika z superstopów żaroodpornych, oferujące nawet czterokrotnie większą wydajność skrawania metalu niż istniejące narzędzia monolityczne.
M5C331 to sprawdzona koncepcja, oparta na konstrukcji frezu CoroMill® 331 i gotowa do stosowania z wybranymi płytkami CoroMill® 331 z asortymentu standardowego.

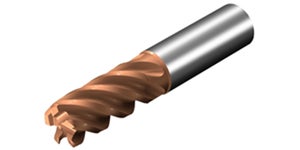
Frezy trzpieniowe CoroMill® Plura do frezowania walcowego z wysokim posuwem
Frezowanie walcowe z wysokim posuwem to skuteczna metoda obróbki wymagających materiałów. Mała szerokość frezowania umożliwia zwiększenie prędkości skrawania, posuwu i głębokości skrawania dzięki niższej temperaturze, grubości warstwy skrawanej i siłom promieniowym. CoroMill® Plura z gatunkiem GC1710, stworzony specjalnie do obróbki superstopów żaroodpornych i z rdzeniem zoptymalizowanym pod kątem dużej sztywności, to rozwiązanie pierwszego wyboru do frezowania walcowego tarcz wirników z wysokim posuwem.
Frezowanie walcowe z wysokim posuwem CoroMill® Plura
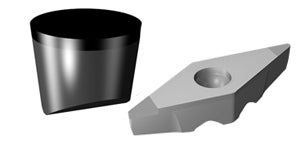
Frez trzpieniowy z czołem kulistym do obróbki materiałów z grupy ISO S
Frez trzpieniowy z czołem kulistym do obróbki materiałów z grupy ISO S to jedyne tego rodzaju narzędzie na rynku umożliwiające szybkościowe profilowanie superstopów żaroodpornych narzędziami o małych średnicach. Element ceramiczny wlutowany w nośnik węglikowy zapewnia zarówno wytrzymałość, jak i udarność, a geometria kulistego czoła gwarantuje łatwy przebieg szybkościowego profilowania.

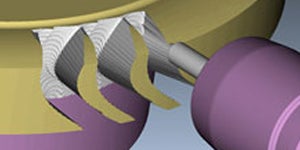
Obróbka zgrubna rowków metodą frezowania wgłębnego
Narzędzie: Niestandardowy frez węglikowy z geometrią Gannet® do frezowania wgłębnego
Technika obróbki: Obróbka zgrubna przestrzeni pomiędzy łopatkami metodą frezowania wgłębnego
Obróbka przedmiotów, w których znajdują się rowki i kieszenie, zawsze stanowi poważne wyzwanie. Zastosowanie strategii frezowania wgłębnego może sprawić, że produkcja małych, głębokich kieszeni i wgłębień stanie się mniej czaso- i kosztochłonna. Wyjątkowa geometria Gannet jest przeznaczona wyłącznie do frezowania wgłębnego i jest idealnym rozwiązaniem w sytuacji, gdy średnica narzędzia jest ograniczona i konieczna jest obróbka na długich wysięgach.
Obróbka półwykończeniowa i wykańczająca łopatki
Poznaj naszą bogatą ofertę profilowanych frezów trzpieniowych zoptymalizowanych pod kątem obróbki tarcz wirników. Narzędzia te idealnie nadają się do misternego kształtowania i precyzyjnego dostrajania powierzchni ostrza, zapewniając wysoką jakość wykończenia.
Pierwszy wybór do wszystkich operacji frezowania punktowego, z dużą elastycznością w zakresie kąta pochylenia i zasięgu.
Do wymagających operacji frezowania punktowego z podcięciami i usuwania zadziorów o skomplikowanych kształtach.
CoroMill® Plura conical ball nose
Do frezowania bocznego lub punktowego w trudnych warunkach dostępności.
Do zastosowań wymagających wysokiej produktywności nawierzchni. Optymalne rozwiązanie sprzyjające poprawie produktywności i skróceniu czasu jednostkowego.

Bezpieczne wiercenie dzięki CoroDrill® 860
Wiertło CoroDrill® 860 o geometrii -SD to rozwiązanie wiertarskie do wiercenia płytkich otworów zoptymalizowane pod kątem obróbki materiałów z grupy ISO S na bazie niklu. Wiertło to oferuje powtarzalną i przewidywalną trwałość narzędzia przy doskonałej precyzji wymiarowej i doskonałej jakości otworu.

CB7014: płytki CBN do szybkościowego toczenia nadstopów na bazie niklu
Wytaczanie wykończeniowe podzespołów dla branży lotniczej to trudny rodzaj obróbki, wykonywanej w wytrzymałych materiałach z grupy ISO S. Zastosowanie płytek z ostrzem z sześciennego azotku boru (CBN) umożliwia zwiększenie prędkości skrawania i wzrost produktywności przy zachowaniu tak samo dobrego stanu warstwy wierzchniej. Płytki CBN zoptymalizowane pod kątem szybkościowej obróbki wykończeniowej superstopów żaroodpornych na bazie niklu są teraz dostępne standardowo w naszym magazynie.
CoroTurn® 107 ze złączem szynowym do profilowania i obróbki wgłębień w superstopach żaroodpornych (HRSA)
Do obróbki wykończeniowej przedmiotów z superstopów żaroodpornych o stosunkowo otwartych konturach optymalnie nadaje się płytka CBN o geometrii dodatniej z mocowaniem śrubą. Nawet 12 dostępnych pozycji płytki w gnieździe zwiększy produktywność obróbki w superstopach żaroodpornych. Złącze szynowe zapewnia bezpieczne mocowanie, oferuje bezpieczeństwo obróbki i zwiększa niezawodność oraz trwałość narzędzia podczas profilowania i obróbki wgłębień.

Tarcza wirnika
Tarcze wirnika znajdujące się po zimnej stronie silnika są wykonywane z tytanu, natomiast... chevron_right
Wirnik
Wirnik znajduje się w generatorze APU. Obróbka płatów turbosprężarki wirnika i łopatek... chevron_right
Obudowa wentylatora
Tytan charakteryzuje się złą skrawalnością, jednak w odróżnieniu od stopów niklu,... chevron_right
Rozgrzane do czerwoności
Wyzwanie: Wydajna obróbka podzespołów silników lotniczych wykonanych z superstopów... chevron_right
