
Aspekty použití řezné kapaliny – obrábění s použitím řezné kapaliny

V některých případech může být z hlediska životního prostředí a výrobních nákladů výhodné obrábění bez použití řezné kapaliny (za sucha). Z důvodu rozměrových tolerancí, kvality obrobeného povrchu nebo obrobitelnosti je však u mnoha aplikací zapotřebí použít při obrábění řeznou kapalinu. Je-li nutné použití řezné kapaliny, pak by měla být provedena optimalizace s cílem maximalizovat její skutečný výrobní potenciál.
Vysokotlaký přívod řezné kapaliny
Téměř všechny stroje jsou připraveny pro použití standardního vysokotlakého přívodu řezné kapaliny 70/80 barů (1015/1160 psi). Některé stroje jsou dokonce schopné nabídnout pro náročné operace a pro obrábění problematických materiálů ještě vyšší tlak řezné kapaliny, až 150 barů (2176 psi).
Přínos pro soustružnické a vrtací operace může být obrovský, je však třeba zdůraznit:
- Dosažení výhod je možné pouze při použití nástrojů vyvinutých pro aplikace s přesným přívodem řezné kapaliny, tedy vrtáků s vnitřním přívodem řezné kapaliny a soustružnických nástrojů s přesně nasměrovanými tryskami
- Tlak řezné kapaliny potřebný pro dělení třísek závisí u soustružnických nástrojů na konstrukci přívodní trysky, obráběném materiálu, hloubce řezu a posuvu
- Požadovaný průtok řezné kapaliny závisí na tlaku a celkovém průřezu kanálků pro přívod řezné kapaliny
Pro každou aplikaci zvolte vhodné nástroje a čerpadlo (tlak a průtok). Díky vyššímu využití stroje a zvýšení efektivity obráběcího procesu dosahuje správně využívaný vysokotlaký systém přívodu řezné kapaliny rychlé návratnosti.
Výhody obrábění s použitím řezné kapaliny
Kombinace vysokotlakého přívodu řezné kapaliny s optimalizovanými nástroji a rychlovýměnným systémem přináší velké množství výhod.
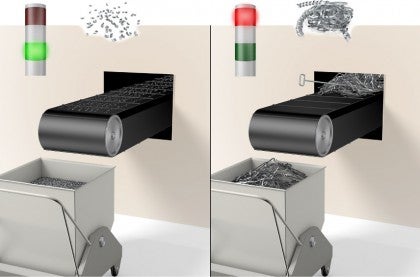
Kontrola utváření třísek
Eliminujte dva největší důvody ztrát efektivního strojního času, když na stroji svítí červené světlo.
- Prostoje stroje: Dochází k omotávání dlouhých třísek kolem nástroje nebo obráběné součásti
- Údržba a opravy: „Zanesení“ dopravníku třísek nahromaděnými třískami vyřadí stroj z provozu na celé hodiny i dny
Odvádění třísek při vrtání

Vnitřní přívod řezné kapaliny tělem nástroje zlepšuje odvádění třísek a brání jejich hromadění v drážce vrtáku.
Poloha pevných trysek
Není nutné nastavení obsluhou stroje, což přináší zvýšení využití stroje.
Zvýšení řezné rychlosti
Vede ke zvýšení efektivity obráběcího procesu.
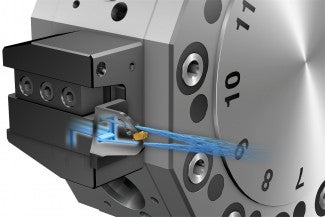
Přesný přívod řezné kapaliny o vysokém tlaku
Vysokotlaký systém obráběcího stroje v kombinaci s moderními soustružnickými nástroji opatřenými tryskami je schopen udělit proudu řezné kapaliny vysokou rychlost. Proudy řezné kapaliny jsou nasměrovány do místa řezu na čelní straně břitové destičky a působí jako hydraulický klín, který nadzvedává třísku. Tím dochází ke zkrácení délky kontaktu mezi břitovou destičkou a obráběným materiálem, což pomáhá zmenšit velikost řezných sil, snížit teplotu a zlepšit kontrolu utváření třísek.


Zásady použití vysokotlakého přívodu řezné kapaliny
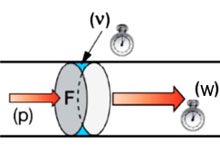
Tlak (p): Síla na jednotku plochy
- Pascal, N/m
- Bar (1 bar = 0.1 MPa)
- psi, pounds/in2 (1 bar = 14.5 psi)
Průtok (v): Objem přemístěný za jednotku času, litr/min (gallon/min)
Rychlost (w): Rychlost, kterou se kapalina pohybuje potrubím, m/s (ft/s)
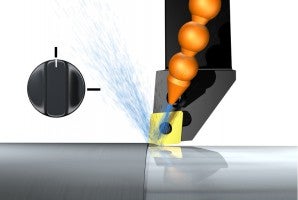
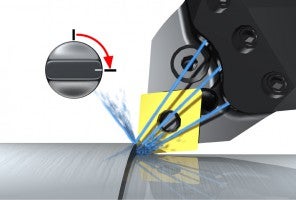
Sníží-li se průřez, kterým je přiváděna řezná kapalina, roste rychlost jejího proudění a současně se při daném tlaku snižuje průtočné množství. S využitím optimalizovaných trysek o malém průměru je vytvářen přesný laminární proud.
Rychlost proudění w1

Rychlost proudění w1
w2>>w1

Na níže uvedeném obrázku je uvedeno požadované průtočné množství ve vztahu k průměru trysky pro stálý tlak 80 barů (1160 psi). Použitím trysek o malém průměru lze vytvořit proud o vysoké rychlosti a současně ve srovnání s konvenčními systémy přívodu řezné kapaliny snížit potřebný průtok a energii.
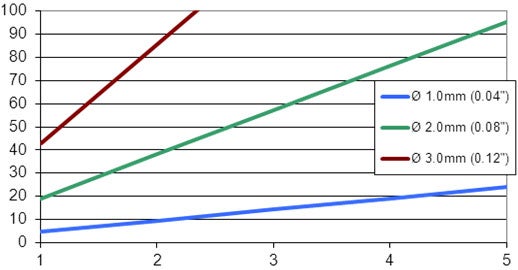
Osa X: Počet trysek
Osa Y: Průtok, litrů/min
Požadavky na čerpadlo

Úspěšné použití vysokotlakého přívodu řezné kapaliny vyžaduje, aby čerpadlo splňovalo požadavky na tlak a průtok.
Tlak
Tlak potřebný pro dělení třísek se mění v závislosti na obráběném materiálu a hodnotách řezných parametrů. Pro většinu aplikaci je dostatečný tlak 80 barů (1160 psi). Při obrábění materiálů s obtížným dělením třísek, jako jsou např. slitiny Inconel nebo superduplexní oceli, se využívají vyšší tlaky, které dosahují až 150 barů (2176 psi)
Průtok
Požadovaný průtok vyplývá z počtu a průměru výstupů přívodu řezné kapaliny.


- Použijte filtr s hustotou ok 20 mikrometrů
- Soustružení: Při použití nástrojových držáků se třemi tryskami o průměru 1 mm (0.039 inch) je požadovaný průtok 20 litrů/min na jednu nástrojovou pozici. Je však důležité brát v úvahu počet nástrojů, které se s přívodem řezné kapaliny budou používat současně (počet nástrojů × 20 litrů/min). Aby byl zajištěn dostatečný čas pro cirkulaci, je třeba volit velikost nádrže úměrně velikosti stroje
- Vrtání: Průměr kanálků pro přívod řezné kapaliny, kterými je vrták opatřen, se s průměrem vrtáku zvětšuje, což znamená, že u vrtáků s větším průměrem je zapotřebí větší průtok. Cílem je průtočné množství, nikoliv tlak. Doporučeno je volit čerpadlo s nastavitelným tlakem a použití nižších tlaků pro vrtáky větších průměrů
| 12 | 70 barů | 70 barů |
| 20 | 30 barů | 70 barů |
| 25 | 12 barů | 50 barů |
| 30 | 6 barů | 23 bary |
| 40 | 1 bar | 3 bary |
| 60 | 1 bar |
Připojení přívodu řezné kapaliny


Jednou z velkých výhod použití vysokotlakých systémů pro přívod řezné kapaliny je zkrácení času na instalaci přívodního potrubí. Při použití trubiček pro vnější přívod řezné kapaliny vyžaduje obvykle nastavení proudu řezné kapaliny do správné polohy dva až tři pokusy. V důsledku špatné kontroly utváření třísek dochází často k tomu, že třísky narážejí do přívodního potrubí a poměrně častým jevem tak je provádění nového nastavení, což má za následek nekonzistentní obráběcí proces a to, že na vašem stroji svítí červené světlo.
Při použití nástrojových držáků s přesnými tryskami je nasměrování přívodu řezné kapaliny z nástroje na břit pevně dané, ale přívod řezné kapaliny je stále třeba propojit s nástrojovým držákem. U stopkových držáků je možné využít hadičky opatřené konektory, ale při každé výměně nástroje se kvůli tomu prodlužuje čas na seřízení a také vzniká nové rozhraní a místo, kde může docházet k zachycování třísek.

Nejlepším řešením je použití rychlovýměnného systému nevyžadujícího žádné nastavení. Přívod řezné kapaliny je permanentně připojený k upínací jednotce nástrojového držáku. Díky těmto řešením přináší přechod na obrábění s využitím vysokotlakého přívodu řezné kapaliny i další výhody spočívající ve zkrácení časů na seřízení potřebných pro dosažení co nejlepší kontroly utváření třísek a zvýšení efektivity obráběcího procesu.
Připojení přívodu řezné kapaliny na soustružnických centrech a soustruzích
Při použití upínacích jednotek Coromant Capto® je přívod řezné kapaliny propojen přes revolverovou hlavu, což umožňuje rychlé provádění výměn nástrojů a přednastavení mimo stroj. K dispozici jsou upínací jednotky pro všechny typy soustruhů (soustružnická centra, vertikální soustruhy a horizontální soustruhy) a nové sady upínacích jednotek umožňují použití tlaku až 200 barů (2900 psi).

Připojení přívodu řezné kapaliny na strojích s posuvnou hlavou

Přívod řezné kapaliny na strojích s posuvnou hlavou se od přívodu řezné kapaliny na soustružnických centrech značně liší. Spíše než emulze je využíván syntetický olej, který je prospěšný pro konstrukci kluzného vedení a olej je současně přiváděn ke všem nástrojům bez ohledu na to, který nástroj je právě v řezu.
I když je většina strojů dodávána s vysokotlakým čerpadlem, bez optimalizovaného nástrojového vybavení bude průřez, kterým je přiváděna řezná kapalina (výstupní průměr kanálků pro přívod řezné kapaliny × počet kanálků), s největší pravděpodobností příliš velký a maximální průtok čerpadla nebude umožňovat dosažení maximálního tlaku.
Je velice důležité zmenšit průřez, kterým je přiváděna řezná kapalina prostřednictvím:
- Použití nástrojů s vnitřním přívodem řezné kapaliny a zastavení vnějšího přívodu řezné kapaliny k těmto nástrojům
- Optimalizace průřezu, kterým je přiváděna řezná kapalina, a snížení potřebného průtoku na minimum
Upínací systém QS™ je tvořen nástrojovými držáky, které mají přívod řezné kapaliny připojený k dorazu trvale namontovanému do stroje. Trubička pro přívod řezné kapaliny na zadní straně nástrojového držáku QS™ zajišťuje, že v okamžiku upnutí nástroje je řezná kapalina přivedena přímo až k ústí trysek.

Trysky mají průměr 1 mm (0.039 inch), který zajišťuje vytvoření přesného proudu napomáhajícího k dosažení kontroly utváření třísek a současně umožňuje udržení požadovaného průtoku na minimální hodnotě.




Objímky umožňující rychlé seřízení vyvrtávacích tyčí

Rychlé seřízení vyvrtávacích tyčí s válcovou stopkou umožňují objímky s utěsněním kov na kov, jako např. EasyFix, které jsou určeny pro vysokotlaký přívod řezné kapaliny. Odpruženou kuličkou je určeno postavení drážky ve vyvrtávací tyči, což umožňuje nalezení polohy v ose hrotů během několika sekund.
Použití řezné kapaliny a chlazení při soustružení
Základní funkcí řezné kapaliny je odvádění třísek, chlazení a lubrikace v místě kontaktu... keyboard_arrow_right
Výhody přesného přívodu řezné kapaliny při obrábění materiálů používaných v leteckém průmyslu
Úloha řezné kapaliny při obrábění součástí pro letecký průmysl prošla určitou evolucí.... keyboard_arrow_right
Řezná kapalina a chlazení
Při upichování a zapichování má použití řezné kapaliny a lubrikace velký vliv na... keyboard_arrow_right
Vrtání
Vrtání se často provádí v pokročilé fázi výrobního procesu, kdy díky předcházejícím... keyboard_arrow_right
