
Vrtání děr

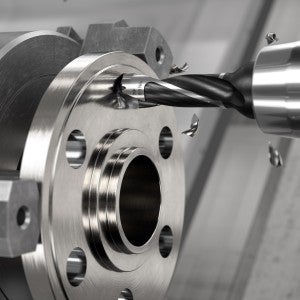
Vrtání se často provádí v pokročilé fázi výrobního procesu, kdy díky předcházejícím operacím již značně stoupla hodnota původní součástí. Vrtací aplikace, i když zdánlivě jednoduché, jsou složité operace, u kterých může mít případná špatná funkce nebo selhání nástroje jakož i to, že je nástroj používán nad rámec svých schopností, skutečně vážné následky.
Počáteční analýza při vrtání děr
1. Díra
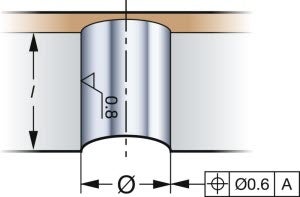
Třemi nejdůležitějšími parametry vrtané díry jsou:
- Průměr díry
- Hloubka díry
- Kvalita díry
Volbu nástroje ovlivňuje typ díry a požadovaná přesnost. Na vrtání mohou mít vliv také nerovnosti, nepravidelnosti nebo sklon povrchu na vstupu/výstupu z díry a křížení s jinou dírou.
Typy děr
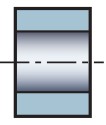
Průchozí
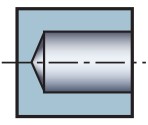
Slepé
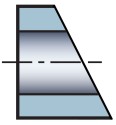
Se zkosenou hranou
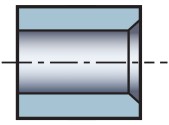
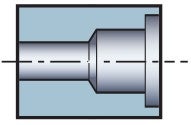
Stupňovité (s více průměry)
Se sklonem na vstupu
Se sklonem na výstupu

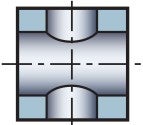
Křížící se díry
- Díry s vůlí pro šrouby
- Díry se závitem
- Díry s válcovým zahloubením
- Přesné a lícované díry
- Díry pro trubky (tepelné výměníky)
- Díry, které slouží jako kanálky
- Vyvažovací díry
- Hluboké díry / chladicí kanálky
2. Součást
Po provedení analýzy obráběné díry je třeba věnovat pozornost obráběnému materiálu, tvaru součásti a obráběnému množství.
Obráběný materiál
- Umožňuje obráběný materiál uspokojivé dělení třísek? Tvoří materiál dlouhé nebo krátké třísky?
- Obrobitelnost?
- Tvrdost materiálu?
- Slitinové prvky?
Tvar součásti
- Otáčí se obrobek symetricky kolem osy díry, resp. je možné vyvrtat díru pomocí stacionárního vrtáku?
- Je obráběná součást stabilní, nebo se na ní vyskytují tenkostěnné partie, které mohou být zdrojem vibrací?
- Je možné obrobek v požadované poloze bezpečně upnout? Jaké potenciální problémy v souvislosti se stabilitou je třeba uvážit?
- Je nutné použití nástroje s prodlužovacím nástavcem? Je nezbytné použití dlouhého vyložení nástroje?
Množství
Na volbu vrtáku má vliv také velikost výrobní dávky.
- Velké série – použijte optimalizované nebo speciální vrtáky
- Malé série – zvolte vrtáky optimalizované s ohledem univerzálnost
3. Stroj

Je velice důležité vědět, jak na daném stroji zajistit bezpečnost, spolehlivost a produktivitu vrtacích operací. Obráběcí stroj ovlivňuje volbu:
- Typu operace
- Použitého typu nástrojového držáku a/nebo kleštiny
Vždy pečlivě posuďte následující otázky:
- Stabilitu stroje – celkovou a zejména pak vřetena
- Jsou otáčky vřetena (ot/min) dostatečné pro vrtáky malých průměrů?
- Přívod řezné kapaliny. Je průtok řezné kapaliny dostatečný pro vrtáky velkých průměrů?
- Je tlak řezné kapaliny dostatečný pro vrtáky o malém průměru?
- Upnutí obrobku. Je dostatečně stabilní?
- Horizontální nebo vertikální orientace vřetena? Horizontální orientace vřetena umožňuje lepší odvádění třísek
- Výkon a kroutící moment. Je výkon dostatečný pro vrtáky velkých průměrů? Pokud ne, lze je nahradit jádrovým vrtákem nebo frézovacím nástrojem s využitím šroubovicové interpolace?
- Je počet pozic v zásobníku nástrojů omezený? V takovém případě může být vhodným řešením použití vrtáků se zkosením nebo stupňovitých vrtáků
Upínání nástrojů

Na produktivitu nemá vliv pouze nástrojová třída a geometrie, ale také upínací systém a jeho schopnost zajistit bezpečné a přesné upnutí. Vždy použijte co nejkratší vrták a vyložení nástroje.
Zvažte použití modulárního nástrojového systému, který je určen pro všechny typy kovoobráběcích operací, včetně všech metod pro výrobu děr. Díky zmíněnému systému lze stejné obráběcí nástroje a adaptéry použít pro různé typy aplikací a obráběcích strojů. To umožňuje standardizaci a sjednocení nástrojového systému v rámci celého výrobního závodu.
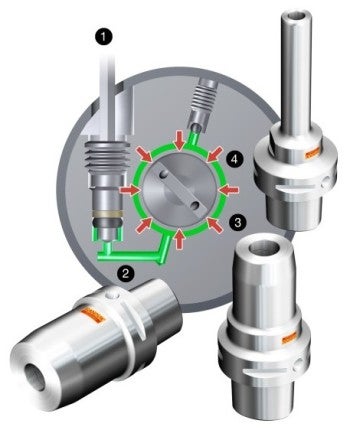
Házení nástroje
Zásadní význam z hlediska úspěšnosti vrtání děr má dosažení co nejmenšího házení nástroje. Házení nástroje by nemělo přesáhnout 20 mikrometrů. Jeho vyrovnání do osy musí být co nejpřesnější s ohledem na dosažení:
- Úzkých tolerancí a přímosti díry
- Dobré kvality obrobené plochy
- Dlouhé a konzistentní životnosti nástrojů

Volba metody
Díra s válcovým zahloubením – strategie
Řešení s jediným nástrojem
- Vrtání stupňovité díry/ díry s válcovým zahloubením
- Vrták typu 4/5

Výhody
+ Speciálně přizpůsobené nástroje
+ Rychlejší metoda
Nevýhoda
- Menší flexibilita
Řešení se dvěma nástroj
Výhody
+ Standardní nástroje
+ Relativně flexibilní
Nevýhody
- Dva nástroje
- Zapotřebí jsou dvě nástrojové pozice
- Delší čas cyklu
Díra s více stupni nebo zkosením – strategie využívající jeden vrták

Vrták typu 1
Standardní

Vrták typu 2
Vrták se 2 průměry (vodící stupeň + průměr tělesa vrtáku)
S vodícím stupněm a zkosením. Stupeň o největším průměru (těleso vrtáku) neumožňuje vrtání

Vrták typu 4
Vrták se 2 průměry (vodící stupeň + průměr tělesa vrtáku)
Vodící stupeň, zkosení i větší průměr (těleso vrtáku) umožňují vrtání

Vrták typu 5
Vrták se 3 průměry (vodící stupeň + stupeň + průměr tělesa vrtáku)
S vodícím stupněm, stupněm a zkosením. Stupeň o největším průměru (těleso vrtáku) neumožňuje vrtání

Vrták typu 6
Vrták se 3 průměry (vodící stupeň + stupeň + průměr tělesa vrtáku)
Vodící stupeň, stupeň se zkosením i největší průměr (těleso vrtáku) umožňují vrtání
Vrtací operace

Pro dosažení požadované kvality díry při nejnižších nákladech na vyvrtanou díru je rozhodující správná volba nástroje. Výroba různých typů děr vyžaduje nástroje s jinými parametry:
- Díry malých až středně velkých průměrů
- Díry o velkém průměru
- Hluboké díry
- Mikrootvory
Vrtání děr malých až středně velkých průměrů
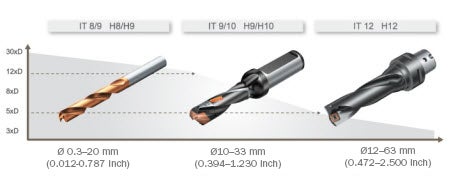
Pro vrtání děr malých až středně velkých průměrů jsou na výběr tři různá řešení: monolitní karbidové vrtáky, vrtáky s výměnnými vrtacími hlavicemi a vrtáky s vyměnitelnými břitovými destičkami. Tři důležité parametry, které je třeba při výběru typu vrtáku uvážit, jsou tolerance díry, její délka a průměr. Každé řešení má pro určité typy aplikací své výhody.
Vrtání děr o velkém průměru
Pro vrtání děr o velkém průměru na strojích s omezeným výkonem existují tři možnosti:
- Použití jádrového vrtáku
- Zvětšení průměru díry vyvrtávacím nástrojem
- Použití frézovacích nástrojů a šroubovicové interpolace
Při vrtání děr velkých průměrů je důležitá jak stabilita obráběné součásti, tak i stabilita stroje. Limitujícími faktory mohou být také výkon stroje a jeho kroutící moment. Z hlediska produktivity jsou nejlepší volbou vrtací nástroje – jsou až 5krát rychlejší než při frézování díry frézou s využitím šroubovicové interpolace. Jádrový vrták je samozřejmě možné použít pouze pro aplikace při vrtání průchozích děr. Naproti tomu frézy kladou zdaleka nejmenší požadavky na výkon a kroutící moment stroje.
Vrtání hlubokých děr

Vrtání vodicí díry
Vrtáky pro vrtání vodicích děr byly navrženy s ohledem na dosažení co nejpřesnější pracovní polohy vrtáku a minimálního obvodového házení díry a jsou určené pro použití spolu s vrtáky pro vrtání hlubokých děr.
Řezná rychlost a rychlost posuvu
Doporučené řezné rychlosti a rychlosti posuvu pro vrtáky pro vrtání hlubokých děr byly stanoveny s ohledem na dosažení velmi dobré životnosti nástroje v kombinaci s maximální produktivitou. Uvedené řezné rychlosti a rychlosti posuvu slouží jako spolehlivé výchozí hodnoty – u všech aplikací může dosažení optimálních výsledků vyžadovat další přizpůsobení řezné rychlosti a posuvu.
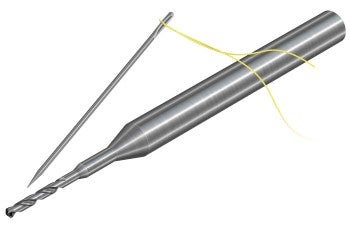
Vrtání mikrootvorů
Řezná rychlost a rychlost posuvu
Doporučené řezné rychlosti a rychlosti posuvu pro vrtáky pro vrtání mikrootvorů byly stanoveny s ohledem na dosažení velmi dobré životnosti nástroje v kombinaci s maximální produktivitou. Uvedené řezné rychlosti a rychlosti posuvu slouží jako spolehlivé výchozí hodnoty – u všech aplikací může dosažení optimálních výsledků vyžadovat další přizpůsobení řezné rychlosti a posuvu.
Řezná kapalina
Klíčovou roli při vrtání mikrootvorů hraje tlak řezné kapaliny. Nedostatečný tlak nebo objem řezné kapaliny může mít za následek náhlé poškození nástroje. Proto je velmi důrazně doporučeno použití vysokých tlaků řezné kapaliny. Je doporučeno, aby se hodnoty tlaku pohybovaly v rozmezí 40–70 barů.
Vyvrtávání
Vyvrtávání je obráběcí proces využívaný pro zvětšení rozměrů nebo zlepšení kvality... keyboard_arrow_right
Hrubovací vyvrtávání
Hrubovací vyvrtávání se primárně zaměřuje na úběr kovu a na přípravu díry před dokončovacím... keyboard_arrow_right
Použití
Tři nejdůležitější parametry díry jsou: Průměr díry Hloubka díry Kvalita díry Volbu... keyboard_arrow_right
Použití
Tři nejdůležitější parametry díry jsou: Průměr díry Hloubka díry Kvalita díry Volbu... keyboard_arrow_right
