
Volba sklíčidla

Sklíčidla slouží k upnutí nástrojů s válcovou stopkou. Existuje celá řada typů sklíčidel a jejich volba se bude lišit v závislosti na:
- Použití: stopková fréza, vrták, závitník, výstružník
- Materiál a tolerance obráběné součásti
- Výroba: velkosériová nebo smíšená
- Řezná kapalina: za sucha, emulze, mikrolubrikace (MQL) – přívod tělem nástroje nebo vnější
Srovnání sklíčidel
V níže uvedené tabulce naleznete srovnání různých typů sklíčidel, které může být užitečné při volbě nejvhodnějšího sklíčidla.
 |  |  |  |  | |
| Vysoce přesné hydraulickésklíčidlo | Tepelný upínač | Mechanické sklíčidlo | Kleštinové sklíčidlo ER | Stopka Weldon | |
| Ochrana pro vytahování nástrojů, přenos krotícího momentu | Velmi dobré | Velmi dobré | Dobré | Přijatelné | Velmi dobré |
| Snadná manipulace | Velmi dobré | Přijatelné | Dobré | Dobré | Velmi dobré |
| Vysoká přesnost | Velmi dobré | Velmi dobré | Dobré | Přijatelné | Přijatelné |
| Flexibilita | Velmi dobré | Dobré | Velmi dobré | Velmi dobré | Přijatelné |
| Přístup do řezu | Velmi dobré | Velmi dobré | Přijatelné | Dobré | Přijatelné |
Válcová stopka
Válcová stopka je ze všech stran rovnoměrně upnutá a při frézování, vrtání a vystružování umožňuje dosažení nejlepší přesnosti z hlediska obvodového házení. Není-li opatřena ploškou nebo jiným aretačním prvkem, platí pro ni omezení z hlediska velikosti kroutícího momentu a axiální síly, aby nedocházelo k pohybům stopky v nástrojovém držáku.
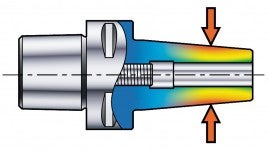
Hydraulické sklíčidlo
Vysokou upínací sílu a přesnost z hlediska obvodového házení zajišťuje hydraulická membrána. Ovládání je velice jednoduché a nevyžaduje žádné zvláštní vybavení. Lze použít kleštiny, což umožňuje snížení počtu potřebných sklíčidel a přívod řezné kapaliny tělem nástroje (vrtání) nebo kleštinou (frézování).
Tepelný upínač
Díra ve sklíčidle je o něco menší, než je průměr stopky, a při výměnách nástrojů je třeba sklíčidlo zahřát, aby došlo k jeho roztažení. Protože mezi nástrojovým držákem a stopkou nástroje dochází k tepelnému rozpínání, využívají se tepelné upínače především pro monolitní karbidové stopkové nástroje. Pro výměnu nástroje je zapotřebí zařízení pro indukční ohřev a každé sklíčidlo lze použít pouze pro jeden průměr stopky a typ přívodu řezné kapaliny. Proto nacházejí tepelné upínače nejlepší uplatnění ve výrobě, kde je pro provedení výměny nástroje k dispozici seřizovací pracoviště.
Tepelné upínače poskytují velmi dobrý přístup do místa řezu, vysokou přesnost, pokud jde o obvodové házení, a nabízejí střední až vysokou upínací sílu.
Kleštinové sklíčidlo typu ER (DIN6499)

Přesnost z hlediska obvodového házení není tak dobrá a upínací síla tak vysoká jako u hydraulických sklíčidel a tepelných upínačů. Velmi dobrá flexibilita spolu s použitím kleštiny však z kleštinového sklíčidla typu ER činí úsporné univerzální sklíčidlo pro vrtání a lehké frézování. Výměny nástrojů lze s pomocí přípravku provádět přímo na stroji. Používejte momentový klíč, který zaručuje, že nedojde k nadměrnému utažení sklíčidla, které má za následek zhoršení přesnosti a poškození sklíčidla.
Stopka s ploškou
Stopka s ploškou se používá pro aplikace, při kterých kroutící moment dosahuje vyšších hodnot a kde bezpečný přenos kroutícího momentu je důležitější než přesnost z hlediska obvodového házení.

Adaptér pro vrtáky se stopkou ISO9766

Tento vrtací adaptér je vhodný pro středně těžké až těžké vrtací operace. Stopka má plošku v celé své délce, protože při vrtání vznikají pouze tlakové axiální síly (nehrozí riziko vytahování nástroje), ale z důvodu co nejvyšší stability využívá axiální čelní kontakt s adaptérem. Vrtací adaptér se od adaptéru typu Weldon liší tím, že z důvodu maximální stability je čelní plocha adaptéru broušená a stopka je delší.
Adaptér pro stopky Weldon dle DIN 6535-HB
Adaptér typu Weldon nebo také „frézovací“ adaptér byl tradičním typem sklíčidla používaným pro frézovací aplikace. Bezpečný přenos kroutícího momentu a ochranu proti vytahování nástroje zajišťují krátké plošky. Nevýhodou systému Weldon je však horší přesnost, pokud jde o obvodové házení, která je důležitým faktorem z hlediska výkonnosti frézovacího nástroje. Tento typ sklíčidla je poměrně často nahrazován tepelnými upínači a hydraulickými sklíčidly.


Modulární šroubová spojka

Rozhraní s modulární šroubovou spojkou nabízí řadu výhod při frézování a vyvrtávání. U menších strojů eliminuje nutnost použití sklíčidla, což umožňuje dosažení kratší vzdálenosti měřícího bodu a tím výrazné snížení sklonů ke vzniku vibrací. V případě dlouhého vyložení nástroje lze ve srovnání s celistvými nástroji snadněji optimalizovat materiál a tvar stopky.
Delší monolitní karbidové nástroje pro frézování jsou drahé a je-li využíván pouze jejich konec, lze díky tomuto řešení dosáhnout výrazného snížení nákladů na nástroje.
Adaptéry pro rozhraní obráběcích strojů
Používají se především pro malá a středně velká vřetena obráběcích strojů (HSK40/50/63 - strmý kužel vel. 30, 40 - C3/C4/C5/C6). V případě všech ostatních sklíčidel jejich délka prodlužuje nástrojovou sestavu. Zkrácení vzdálenosti měřícího bodu pod trojnásobek velikosti styčné plochy příruby umožňuje omezení sklonů ke vzniku vibrací a zvýšení produktivity.

Válcová stopka – ocelová/karbidová
Délka stopky je volena tak, aby vzdálenost, o kterou nástroj vyčnívá ze sklíčidla, byla co nejoptimálnější. Ocelová verze se používá pro vyložení až 3×D a karbidová pro vyložení až 8×D.

Kónická stopka – ocelová/karbidová
Kónický tvar má velký vliv na stabilitu. Kónická stopka by vždy měla být použita v případě, že to dovoluje pracovní vůle, a pro 5osé obrábění. Náhrada kónickými monolitními karbidovými stopkovými frézami má velký vliv na náklady na nástroje. Kónické provedení mohou mít jak ocelové válcové stopky, tak i nástroje Coromant Capto®.
Redukované stopky typu G - z těžkého kovu
Je-li vyložení větší než trojnásobek průměru stopky, dochází vždy k problémům se vznikem vibrací. Je důležité optimalizovat vzdálenost, o kterou nástroj vyčnívá ze sklíčidla, na absolutně nejnutnější minimum. Redukované stopky typu G jsou o 0,3 mm (0.012 inch) menší než je průměr řezné části a používají-li se v kombinaci se speciálními kleštinami pro hydraulická sklíčidla, jejich délku lze snadno přizpůsobit. Jejich oblast použití je v rozmezí 3–6krát průměr stopky.

Válcová stopka s unášecím čtyřhranem pro závitníky
Závitníkové adaptéry byly navrženy pro závitořezné operace prováděné na strojích s automatickou výměnou nástrojů. Ke kompenzaci rozdílu mezi posuvem vřetena a stoupáním závitu slouží plovoucí konstrukce umožňující rozpínání i stlačení. Dokonce i nejmenší rozdíly mezi vypočteným posuvem a skutečným stoupáním závitníku mohou vést ke vzniku extrémně vysokých osových sil působících na boky závitu a zvyšování řezného tlaku. Při řezání závitů pomocí závitníků s válcovou stopkou se čtyřhranem je důležité použít závitníkový adaptér se stejnou velikostí, jakou má stopka/čtyřhran.
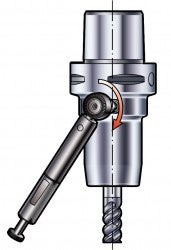
Synchronizovaná závitníková sklíčidla

Synchronizovaná závitníková sklíčidla, jako např. CoroChuck® 970, využívají přesný mikrokompenzátor, který umožňuje vyrovnání radiálních a axiálních polohových odchylek. Dochází ke snížení tlakových sil působících na boky závitu, což má za následek zlepšení kvality obrobené plochy a delší životnost nástroje. Synchronizovaná závitníková sklíčidla využívají ER kleštiny s unášecím čtyřhranem. Použití kleštin bez čtyřhranu není doporučeno, protože není-li čtyřhran použit, velký kroutící moment způsobuje protáčení závitníku v kleštině.
Rychlovýměnný systém

V případě rychlovýměnných závitníkových adaptérů je také velice důležité, aby použitý závitníkový adaptér měl správnou velikost, jinak hrozí vysoké riziko poškození závitníku, jakož i nedodržení tolerance hotového závitu.
Dosažení co nejlepších výsledků na strojích, které nejsou vybaveny pro provádění synchronizovaných závitořezných operací, vyžaduje dodržování následující doporučení:
- Naprogramujte strojní posuv o 10 % nižší, než je teoretická hodnota (stoupání závitu na otáčku). To umožňuje, aby závitník řezal přesně s dodržením stoupání.
- Abyste zabránili poškození závitníku, snižte hloubku závitu o 10 %
- Při řezání závitů v hlubokých dírách v měkkých materiálech, např. v hliníku, postačuje snížení posuvu a hloubky závitu přibližně o 3–5 %
Volba sklíčidla/doporučení
| Sklíčidlo | První volba | Alternativní volba |
| Vrták s VBD | Vrtací adaptér | |
| Vrták s výměnnými vrtacími hlavicemi | Vysoce přesné hydraulické sklíčidlo (použití pouze spolu s kleštinou) Vrtací adaptér | |
| Monolitní karbidové vrtáky | Vysoce přesné hydraulické sklíčidlo Tepelný upínač | Kleštinové sklíčidlo typu ER |
| Výstružníky | Vysoce přesné hydraulické sklíčidlo Tepelný upínač | Kleštinové sklíčidlo typu ER |
| Závitníky | Synchronizované závitníkové sklíčidlo | Kleštinové sklíčidlo typu ER Rychlovýměnné sklíčidlo |
| Stopková fréza s VBD | Vysoce přesné hydraulické sklíčidlo | Adaptér pro stopky Weldon |
| Stopkové frézy s výměnnými frézovacími hlavicemi | Vysoce přesné hydraulické sklíčidlo (velké obráběcí stroje a dlouhé vyložení nástroje) | Adaptér pro výměnné řezné hlavice (malé a středně velké stroje a krátké vyložení nástroje) |
| Monolitní karbidové stopkové frézy | Vysoce přesné hydraulické sklíčidlo Tepelný upínač | Kleštinové sklíčidlo typu ER |
CoroChuck 930
Tato sklíčidla, která se vyznačují nejlepší ochranou proti vytahování nástrojů na... keyboard_arrow_right
Speciální konstrukčně přizpůsobené výstružníky
Na zakázku individuálně upravené vlastnosti a rozměry Integrované stopky umožňující... keyboard_arrow_right
CoroMill 327
Univerzální fréza, kterou lze použít pro výrobu mnoha různých typů drážek, závitů... keyboard_arrow_right
Speciální konstrukčně přizpůsobené vrtáky
Na zakázku individuálně upravené vlastnosti a rozměry Integrované stopky umožňující... keyboard_arrow_right
