
Vertikální soustruhy

Vertikální soustruhy (VTL) jsou jedním z nejtradičnějších typů obráběcích strojů. Jsou ideální pro těžké obrábění středně velkých až velkých součástí. Díky různým technologiím se vertikální soustruhy ve stále větší míře stávají víceúčelovými stroji.
Konfigurace vertikálních soustruhů

Průměr součástí obráběných na vertikálních soustruzích se může pohybovat v rozmezí od 1 metru až do více než 20 metrů (39.37–787.40 inch). Základem konstrukce je portálové uspořádání se suportem s revolverovou hlavou (RAM).
Vertikální soustruhy umožňují dosažení velmi vysoké efektivity obrábění kovů. Nedostatkem však může být využití stroje, na které mají vliv časy na výměny nástrojů a ustavení, upnutí a vyjmutí obráběných součástí.
Díky oživení poptávky v oblasti výroby energetických zařízení a dopravních prostředků potřeba velkých strojů pro obrábění rotačně symetrických součástí v posledních deseti letech stoupá. Plynové, parní i větrné turbíny, jakož i letecké motory, součástí všech těchto zařízení jsou rozměrné díly, jejichž výroba zahrnuje také soustružnické operace. Prudký nárůst objemu výroby byl rovněž zaznamenán u železničních kol pro nákladní dopravu, jakož i pro nová městská a vysokorychlostní kolejová vozidla pro osobní dopravu.

Vývoj vertikálních soustruhů
K vývoji nové generace víceúčelových obráběcích strojů přispívá několik technologií.
Zkrácení časů na seřízení, výměny nástrojů a měření umožňuje přednastavení mimo stroj


- Rychlá výměna nástrojů: Stroje opatřené soustružnickými nástrojovými bloky mohou být vybaveny ručně ovládanými rychlovýměnnými jednotkami. Výměnu nástrojového držáku lze s vysokou přesností provést za méně než jednu minutu a řeznou kapalinu je možné přivádět tělem nástroje. To umožňuje zkrácení času na seřízení a přednastavení nástrojů ve srovnání se stopkovými nástroji.
- Automatická výměna nástrojů: Od nástrojových bloků se stopkovými nástrojovými držáky až po hydromechanické upínací jednotky. Automatická výměna nástrojů je zárukou minimálních prostojů a umožňuje bezobslužnou výrobu.

Dva suporty s revolverovou hlavou

Zvýšení efektivity obrábění kovů lze docílit díky tomu, že dvě soustružnické operace mohou být prováděny současně.
Rotační vřetena
Díky použití různých přídavných zařízení uchycených za všechny čtyři rohy pomocí vhodných upínacích prvků nebo tvarové spojky může hlavní vřeteno v přední části RAM zajišťovat pohon 90° hlavy. Vzniknou tak 4osá obráběcí centra, která umožňují vyhnout se přesouvání rozměrných součástí ze soustruhu na obráběcí centrum, což je nejenom pracné, ale i časově náročné.
Zásobníky nástrojů
Vzhledem ke složitějším tvarům obráběných součástí a nutnosti použití většího počtu operací je zapotřebí místo pro uložení většího počtu nástrojů, které, podobně jako na velkých obráběcích centrech a víceúčelových strojích, poskytují spíše řetězové než konvenční bubnové zásobníky nástrojů.

Vysokotlaký přívod řezné kapaliny
Je-li řezná kapalina přiváděna přes RAM, znamená to, že neexistují žádné pohyblivé součásti, u kterých by docházelo k problémům s těsněním (jako u rotačních vřeten nebo revolverových hlav). V extrémních případech se pro obrábění na vertikálních soustruzích používá tlak až 500 barů (7252 psi), nicméně standardní je tlak 70 barů (1015 psi).
Rychlé výměny nástrojů díky spojce Coromant Capto®
Klíčem k univerzálnosti moderních vertikálních soustruhů jsou jejich předpoklady pro použití mnoha různých typů konfigurací nástrojových držáků upínaných na konci RAM. Přídavná zařízení jsou měněna automaticky a ukládána v samostatném stojanu. Automatická výměna nástrojů zajišťuje maximální využití strojů.

Systém Coromant Capto® je přirozenou volbou pro soustružnické operace a k dispozici je také pro rotační vřetena se stejnou velikostí spojky. To přináší dokonalou flexibilitu pro ukládání nástrojů. V závislosti na obráběné součásti lze pro stejný zásobník a zařízení pro výměnu nástrojů použít libovolnou kombinaci soustružnických, frézovacích, vrtacích a vyvrtávacích nástrojů.
- V případě ručně ovládaných rychlovýměnných soustružnických upínacích jednotek a automatických hydromechanických upínacích jednotek se používají velikosti C5, C6, C8, C10. Flexibilní orientace umožňuje použití axiální i radiální konfigurace, často se také využívá pro vyvrtávací tyče pro obrábění vnitřních ploch s průměrem menším, než do jakého umožňuje přístup suport s revolverovou hlavou (RAM)
- V případě, že se jedná o rotační vřetena, používají se velikosti C8 a C10. Využívá-li se pro soustružnické i rotační aplikace stejné rozhraní, přináší to dokonalou flexibilitu pro použití kombinace různých typů nástrojů
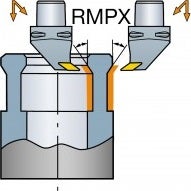
Jak zajistit dosah do děr menších průměrů, než do jakých může dosáhnout suport s revolverovou hlavou (RAM)

Pro použití v kombinaci s vyvrtávacími tyčemi byla navržena vyosená objímka. Vyvrtávacím tyčím umožňují dosáhnout do děr menších průměrů, než do jakých může dosáhnout suport s revolverovou hlavou.
C6 – minimální průměr: 103 mm (4.055 inch)
C8 – minimální průměr: 133 mm (5.236 inch)
C5 – minimální průměr: 76 mm (2.992 inch)
Použití pravostranného nebo levostranného vyoseného redukčního adaptéru otevírá cestu k využití širšího programu řezných jednotek při zachování stejné pracovní vůle pro suport s revolverovou hlavou (RAM).


K dispozici jsou řezné jednotky pro tvarové obrábění určené pro upnutí v axiálním směru.
Vertikální soustružnická centra
Vertikální soustružnické centrum je hybridní kombinací soustružnického centra a vertikálního... keyboard_arrow_right
Univerzální horizontální soustruhy
Jelikož umožňují spolehlivý, stabilní a výkonný obráběcí proces s vysokou produktivitou,... keyboard_arrow_right
Víceúčelové obráběcí stroje – horizontální
Víceúčelové stroje umožňují při práci na jediném stroji zkombinovat více obráběcích... keyboard_arrow_right
Víceúčelové obráběcí stroje – vertikální
Hlavní výhodou víceúčelových obráběcích strojů je, že při práci na jednom stroji... keyboard_arrow_right
