
Vyvážení nástroje a otáčky
Zvyšování řezných rychlostí v kombinaci se zvyšujícími se požadavky na vyvážení vede k tomu, že se zpřísňují podmínky pro vyvážení všech součástí nástrojového systému – vřetena stroje, upínacího zařízení i vlastního nástrojového systému.
Požadavky na vyvážení nástroje
Vyvážení v souladu s normou ISO 1940-1 se často dodatečně zpřísňuje tím, že se volí nejbližší vyšší stupeň vyváženosti (např. G 2.5 namísto G 6.3). Nejenže to často není technicky nutné a vede to k vysokým nákladům, ale v řadě případů toho ani nelze dosáhnout.
Dalším hlediskem, které je třeba vzít v úvahu při posuzování zatížení vřetena v důsledku nevyváženosti, je skutečnost, že dynamické řezné síly (vznikající např. v důsledku přerušovaného řezu frézy) jsou často výrazně vyšší než odstředivé síly vyvolané působením vyžadované dovolené zbytkové nevyváženosti. Nevyváženost způsobuje rychlostně harmonické buzení konstrukce stroje a velikost vybuzené odstředivé síly je dána nevyvážeností a otáčkami.
Požadavky na kvalitu vyvážení nástrojů pro tuhé rotory uvedené v ISO 1940-1 (např. rotory elektromotorů atd.) nelze na tyto komplexní systémy patřičným způsobem aplikovat, protože vřetena strojů, upínací zařízení a nástroje vykazují podstatně jiné vlastnosti:
- Vřetena obráběcích strojů, upínací zařízení a nástroje jsou systémy které mění své vlastnosti (např. z důvodu výměn nástrojů na obráběcích centrech)
- Vzhledem k radiálním a úhlovým nepřesnostem upnutí vedou opakované výměny nástrojů ve vřetenu k různým podmínkám z hlediska vyvážení celého systému
- Splnění tolerancí pro jednotlivé součásti (vřeteno, upínací zařízení a nástroj) určuje limity pro vyvažovací proces
Z nepřesností upnutí mezi nástrojovým systémem a vřetenem obráběcího stroje vyplývají limity pro opakovatelnost podmínek vyvažování a z tohoto pohledu musí požadavky na vyvážení rotačních nástrojových systémů zohledňovat veškeré důležité parametry. Hlavním cílem je omezení nevyváženosti, se kterou se pojí vibrace stroje a zatížení systému, jakož i rušivé ovlivňování obráběcího procesu.
Výše uvedenými okolnostmi se řídí nový přístup ke stanovení požadavků na vyvážení rotačních nástrojových systémů. V normě ISO 16084 jsou stanoveny požadavky na vyvážení rotačních nástrojových systémů způsobem, který bere v úvahu skutečné zatížení ložisek vřetena způsobené nevyvážeností nástroje.
ISO 16084 stanoví, že zatížení ložiska způsobené nevyvážeností nesmí přesáhnout 1 % jeho maximálního přípustného dynamického zatížení. V této normě jsou všechny dovolené zbytkové nevyváženosti uvedeny v (g.mm) a nejsou přiřazeny ke konkrétní úrovni třídy jakosti G dle ISO 1940-1 – Požadavky na kvalitu vyvážení rotory v konstantním (tuhém) stavu.
Teorie vyvažování nástrojů
Nevyváženosti rotoru mohou být způsobeny konstrukcí, materiálem, výrobou nebo montáží. Každý rotor se vyznačuje individuálním rozložením nevyváženosti po celé své délce, a to i jedná-li se o sériovou výrobu.
Vyvažování je proces využívaný ke kontrole rozložení hmotnosti rotoru a v případě nutnosti k jeho úpravám. Ty se provádějí, aby nerovnovážná síla působící na ložiska vřetena nepřesáhla při provozních otáčkách maximální přípustné limity ložisek. Rovněž se kontroluje, zda vibrace ložiskových čepů nepřekračují stanovené limity kmitočtů.
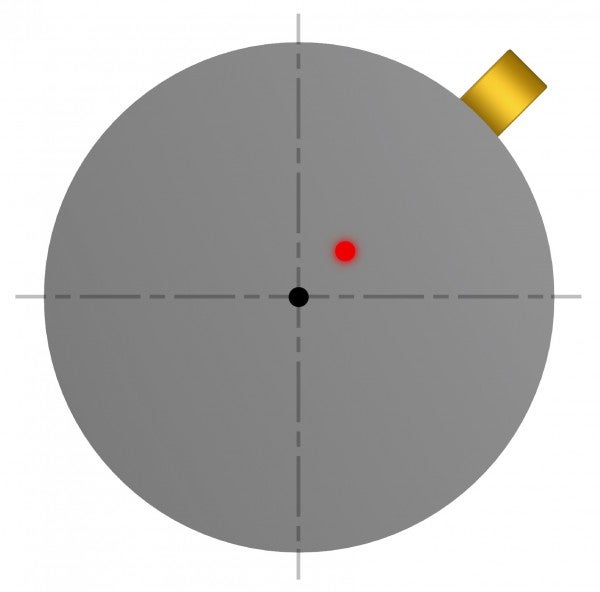
Nevyváženost, U (g.mm)
Je veličina, která udává, jak velké množství nesymetricky rozložené hmoty se radiálně odchyluje od osy otáčení, viz níže uvedený obrázek.
U = m × e
Excentricita, e (µm)
Vzdálenost mezi osou otáčení a těžištěm, viz následující obrázek.
e = U / m
Nerovnovážná síla, F (N)
Nevyváženost vytváří odstředivou sílu, která lineárně roste s nevyvážeností a s druhou mocninou s počtem otáček, viz odstředivá síla na níže uvedeném obrázku.
F = U × ω2
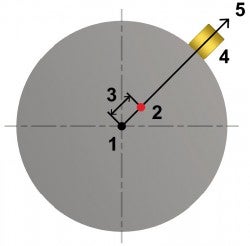
Teorie vyvažování nástrojů
- Osa otáčení
- Těžiště
- Excentricita
- Nesymetricky rozložená hmota
- Odstředivá síla
Vývažek
Kompenzovat nežádoucí odstředivé síly lze odstraňováním nebo přidáváním materiálu, což pomáhá orientovat těžiště do osy otáčení, viz níže uvedený obrázek.
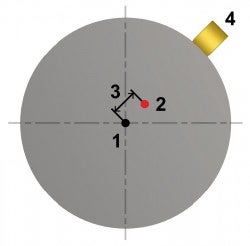
Nevyváženost
- Osa otáčení
- Těžiště
- Excentricita
- Nesymetricky rozložená hmota
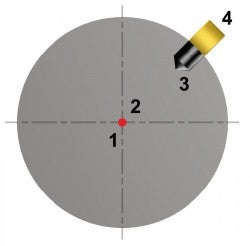
Vyvažování vyvrtáním vyrovnávací díry
- Osa otáčení
- Těžiště
- Vyvrtaná vyrovnávací díra
- Nesymetricky rozložená hmota
Třída vyváženosti dle ISO 1940-1 (G)
Je-li nástroj vyvažován ve třídě vyváženosti G 2.5 při 20 000 ot/min podle ISO 1940-1, je přípustná nevyváženost 1 g.mm/kg (e=1 µm), viz níže uvedený diagram. Například malá nálepka Sandvik Coromant odpovídá 4 g.mm. Norma ISO 1940/1 připouští při velmi podobných otáčkách větší nevyváženost u těžších nástrojových držáků než u lehčích. A to i přesto, že v důsledku rozdílné nevyváženosti vznikají různě velké nerovnovážné síly, a tudíž v žádném případě není dosaženo konzistentního zatížení systému.
Podle ISO 1940-1 – Požadavky na kvalitu vyvážení rotory v konstantním (tuhém) stavu, je G stupněm jakosti vyvážení rotujícího tělesa. G je tangenciální rychlost v těžišti vztažená k otáčkám. G závisí na otáčkách (n), hmotnosti tělesa (m) a na nevyváženosti (U). Třídu G nelze určit, aniž by byla známa rychlost otáčení.
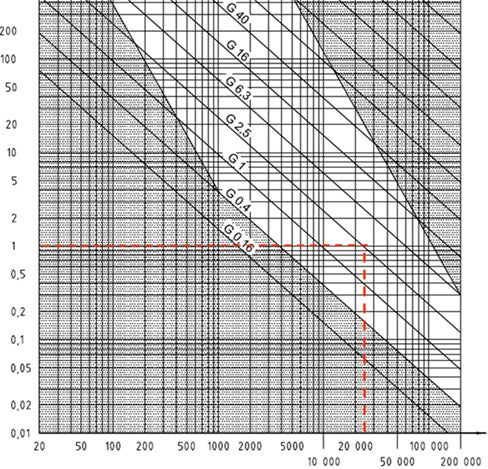
Přípustná specifická zbytková nevyváženost pro různé otáčky dle ISO 1940-1 G
Osa X: Provozní otáčky n, ot/min
Osa Y: Přípustná specifická zbytková nevyváženost, eper, g.mm/kg
Příklad výpočtu dle ISO 1940-1
Nástrojový držák Coromant Capto® C4

- Třída vyváženosti: G2.5 při 20000 ot/min
- Hmotnost nástroje: 1.0 kg
- Rovnice pro třídu nevyváženosti
- Excentricita = Nevyváženost/hmotnost nástroje

Malá nálepka Sandvik Coromant odpovídá 4 g.mm
Vyvažování dle ISO 16084
Norma vytvořená speciálně pro použití vysokorychlostních obráběcích nástrojů. Smyslem normy ISO 16084 je, aby rotační nástrojový systém byl vyvážen tak, že zohledňuje skutečné zatížení, kterému jsou vystavena ložiska vřetena. Nepoužívá různé třídy G, ale namísto toho udává specifickou hodnotu akceptované nevyváženost (U) jednotlivých nástrojů v g.mm.
Vzhledem k tomu, že ISO 16084 byla speciálně vytvořena pouze pro použití vysokorychlostních obráběcích nástrojů, znamená to, že také ve srovnání se starou normou ISO zavádí celou řadu nových parametrů. To umožňuje vyžadovat nevyváženost nástrojového systému realističtějším způsobem. Jak již bylo uvedeno, požadavky na nevyváženost vyplývají z velikosti zatížení, kterému jsou skutečně vystavena ložiska vřetena, což je základem celé normy. Základem normy ISO 16084 je následující rovnice.

Podrobný postup výpočtu
- Určete typ použitého rozhraní vřetena (má samostatně definované parametry). Např. Coromant Capto® C4 nebo HSK-A63
- Určete, do jaké kategorie spadá obrábění, které má být prováděno Standardní obrábění (fBAL = 0.8)Jemné obrábění (fBAL = 0.2)
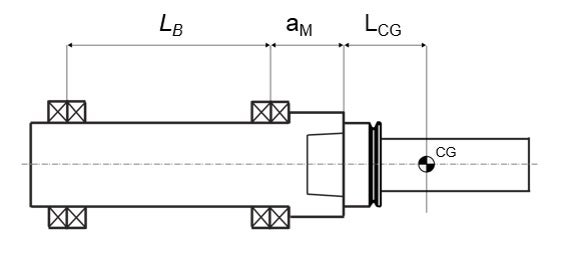
- Zadejte specifické parametry nástroje Hmotnost nástroje (mt)Vzdálenost od těžiště (LCG)Otáčky nástroje v ot/min (n)
- Vypočtěte maximální dovolenou nevyváženost (USTAT,PER)
Příklad výpočtu dle ISO 16084
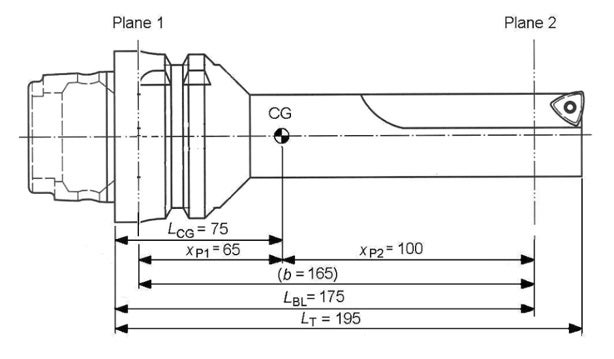
- Určete rozhraní vřetena: HSK-A63 Cdyn = 25 000 N (maximální zatížení ložiska)Am = 50 mm (ložisko na předním konci vřetena)Lb = 415 mm (vzdálenost mezi ložisky)Es = 2.00 µm (souhrnná nepřesnost stopky nástroje)UBM,TOL = 0.75 g.mm (tolerance vyvažovacího přístroje)
- Stanovená kategorie obrábění: Jemné obrábění, fbal = 0.2
- Specifické parametry mt = 1.4 kgOtáčky, n=3500 ot/minLCG = 75 mm
- USTAT,PER = 282 g.mm
Jak zvýšit životnost nástroje při soustružení
Třemi hlavními parametry obrábění jsou při soustružení řezná rychlost, posuv a hloubka... keyboard_arrow_right
Velké vyložení nástroje – důležitá hlediska
Při obrábění s dlouhým vyložením nástroje začíná docházet k problémům se vznikem... keyboard_arrow_right
Řešení problémů
Níže jsou uvedeny užitečné rady pro řešení problémů při vyvrtávání – při hrubovacím... keyboard_arrow_right
Základní informace
Uvnitř tlumených nástrojů je zabudován předem trvale naladěný tlumící systém, který... keyboard_arrow_right
