
Základní informace
Uvnitř tlumených nástrojů je zabudován předem trvale naladěný tlumící systém, který tvoří těleso o vysoké hmotnosti, uložené v pružných pryžových segmentech. Zvýšení tlumícího účinku je dosaženo přidáním oleje.
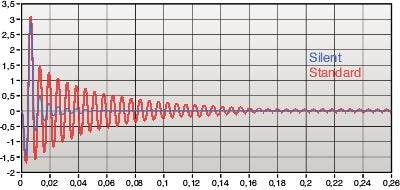
Z níže uvedeného grafu je patrný rozdíl v útlumu vibrací mezi netlumeným a tlumeným nástrojovým řešením.
V případě velkého vyložení nástroje nebo příruby je doporučeno, aby spojení mezi nástrojovým držákem a vřetenem zajišťovala spojka se dvěma styčnými plochami.
Dvě styčné plochy |
Jedna styčná plocha |  Spojka Coromant Capto | |
Coromant Capto |  | ISO/CAT |  |
| BIG PLUS |  | MAS BT |  |
| HSK |  | CAT-V |  |
Za všech okolností je důležité dodržovat omezení vyznačená na každém produktu (zatížení, pracovní teplota, otáčky, min./max. vyložení a tlak):
- Z hlediska ochrany pryžových segmentů, které jsou součástí tlumícího systému, je důležitá především teplota
- Nejvyšší mezní pracovní teplota závisí na typu produktu a je vyznačena na nástroji, např. 75-120°C (167-248 F)
Tlumící systém tvořený tělesem o vysoké hmotnosti uloženým v pružných pryžových segmentech. | ||
Tlumící systém uvnitř těla nástroje • Těleso vyrobené z těžkého kovu • Předem trvale naladěný • Vysoká spolehlivost |  | Pryžové pružiny |
| Zvýšení tlumícího účinku je dosaženo přidáním oleje. |
Snížení velikosti řezných sil
Začněte volbou nejvhodnějšího nástrojového řešení pro daný způsob obrábění. S ohledem na snížení velikosti průhybu následně zvolte největší možný průměr a nejkratší možné vyložení.
Dalšími věcmi, které je třeba mít na zřeteli, je to, že tlumící systém by měl být vždy co nejbíže břitu, a také to, že hmota působící na přední stranu tlumícího mechanismu by měla být co nejmenší. Snížením hmotnosti obráběcího nástroje se zmenšuje kinetická energie potenciálních vibrací. Díky tomu se usnadňuje tlumení vibrací nástrojem a v důsledku toho vzrůstá také maximální přípustná velikost vyložení jak pro celistvé, tak i pro tlumené nástroje.
Dodržováním těchto strategií dosáhnete snížení kolísání velikosti řezných sil a potlačení vibrací.
| Průhyb (δ) = 64FLU3/3E(π)BD4 |  |
E: F: LU: BD: | Youngův modul pružnosti Síla Činná délka Průměr těla |
Shrnutí:
- Prostřednictvím volby vhodného nástroje a břitových destiček snižte velikost řezných sil
- Zajistěte snížení velikosti průhybu nástroje na minimální úroveň prostřednictvím zvýšení jeho statické tuhosti, kterého dosáhnete při použití největšího možného průměru nástroje s co nejmenší délkou
- Snižte hmotnost řezné jednotky a zmenšete kinetickou energii potenciálních vibrací
- U modulárních nástrojů používejte velké průměry prodlužovacích nástavců
- U speciálních produktů nabízených v rámci inženýrských služeb vezměte v úvahu optimalizaci tvaru a materiálové vyztužení
Strojní konstrukce obvykle vykazují sklon k vibracím při jedné nebo více rezonančních frekvencích daných tvarem a materiálem. Každá rezonanční frekvence odpovídá “vibračnímu módu”. Tlumení pak rozhoduje o tom, jak rychle po jejich vzniku dochází k vymizení vibrací. S rostoucí výchylkou se zvyšuje energie kmitů. Změnou velikosti řezných sil dochází při obrábění ke vzniku samobuzených kmitů, které odpovídají vlastním frekvencím obráběcího stroje. Jakmile proto dojde ke vzniku vibrací, udržují se i nadále díky nucenému kmitání, a pokud nedojde ke snížení kolísání řezné síly, postupně rostou. Příčinou kolísání velikosti řezných sil může být celá řada věcí, a jestliže jejich velikost není ničím omezena, vibrace se neustále zvětšují. - Proces dělení třísky - Přerušované řezy - Vměstky obsažené v materiálu - Ovalita obrobku - Tvorba nárůstku na břitu k = tuhost pružiny m = Hmotnost f = frekvence vibrací δ = průhyb nástroje F = síla působící na nástroj  |
