
Seramikler sıcak sever

Zorluk: HRSA işlemede semente karbürler sağlanamıyorsa ne yapmalı?
Çözüm: Doğru uygulanmış seramik kesici uç kaliteleri güçlü bir alternatif sunar.
Sialon ve kılsı seramikler, ısıl dirençli süper alaşımlarda (HRSA) hem tornalama hem de frezeleme operasyonları için uygun alternatiflerdir. Genel olarak uçak motorlarında ve enerji üretiminde yüksek sıcaklık uygulamaları için kullanılan inkonel alaşımlar önemli alt gruplardan biridir. Petrol ve gaz endüstrisinde kullanımı artan diğer bir uygulamada da kaynaklı sert malzemeler yer alır.

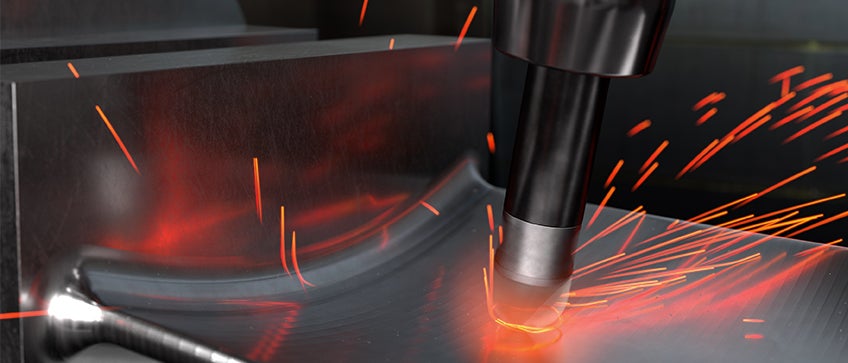
Türbin diskinin seramik frezelemesi
Seramikler, iş parçası malzemelerinde sıcak sertliğe ve düşük reaktiviteye karşı dayanıklıdır, semente karbürlere kıyasla daha düşük tokluğa sahip olması ise dezavantajlarıdır. Bunun için minimum seviyede titreşim ile rijit bir proses gerekir. Takım kullanma mesafeleri kısa, giriş ve çıkışlar düzgün olmalı ve frezeleme sırasında tam kanal açmadan kaçınılmalıdır.
Seramik tornalama ve frezeleme operasyonları arasında bazı önemli farklılıklar bulunur. Tornalamada, kesme hızları yaklaşık 300 m/dak'ya ulaşırken, frezeleme takımlarının ulaşabileceği hız 1000 m/dak'dır. Seramik tornalama için kesintisiz ve bol miktarda kesme sıvısı akışı gerekirken frezeleme sırasında ısıl gerilimi önlemek için kesme sıvısı tolere edilmez.
Yuvarlak kesici uçlar hem tornalama hem de frezeleme için en iyisidir. Düşük bir giriş açısı elde etmek ve bu sayede çentik aşınmasını önlemek için düşük kesme derinlikleri tavsiye edilir.
Seramik frezelemede temel prensip, çok yüksek kesme hızları elde etmek için karbürlere kıyasla nispeten düşük ilerleme hızlarının (0,05-0,08 mm/diş) kullanılmasıdır. Kesme bölgesi çevresinde ortaya çıkan yüksek sıcaklık, kesme işlemini geliştirir ve küçük, akkor halinde talaşların verimli bir şekilde kaldırılmasını kolaylaştırır. Kenar oluşturma ve su hattı frezeleme yerine yüzey frezeleme tercih edilir.
Seramik frezeleme, havacılık sanayi motor uygulamalarında ISO S malzemelere yönelik verimli bir çözümdür.
Pozitif kesici uçlar, önerilen aşağı/eş yönlü frezeleme yöntemi için en iyisidir. Negatif geometriler, yukarı yönlü frezeleme gerektiğinde etkilidir ve çıkışta kalın talaşlara neden olur.
Özet
Kullanılan en iyi yöntemler sayesinde aşırı hız kapasitesine sahip seramik takımlar, zorlu HRSA uygulamalarında önemli ölçüde yüksek talaş kaldırma oranları sunabilir.
Müşteri örneği
İş parçası: İnkonel parça
| Rakip | Sandvik Coromant | |
| Takım: | Yüksek ilerlemeli kesici | S-R120R-051C6-12X4 |
| Kesici uç: | Karbür kesici uç | Seramik kesici uç RNGN 12 07 00-E |
| Kesme hızı vc m/dak: | 38 | 800 |
| Diş başına ilerleme fz (mm): | 0,71 | 0,13 |
| Tabla ilerlemesi vf (mm/dak): | 600 | 2000 |
| Kesme derinliği ap (mm): | 0,7 | 1,5 |
| Kesme genişliği ae (mm): | 46 | 44,1 |
| Talaş kaldırma oranı Q (cm3/dak):/td> | 19,3 | 132,3 |
Sonuç:
Yıllık toplam 42 saat kesme süresi tasarrufu sağlandı ve verimlilikte %469 artış elde edildi.
