
ระบบเครื่องมือสำหรับการตัดเฉือนคานชุดลงจอดในอุตสาหกรรมอากาศยานที่มีความคุ้มค่าและมีคุณภาพสูง
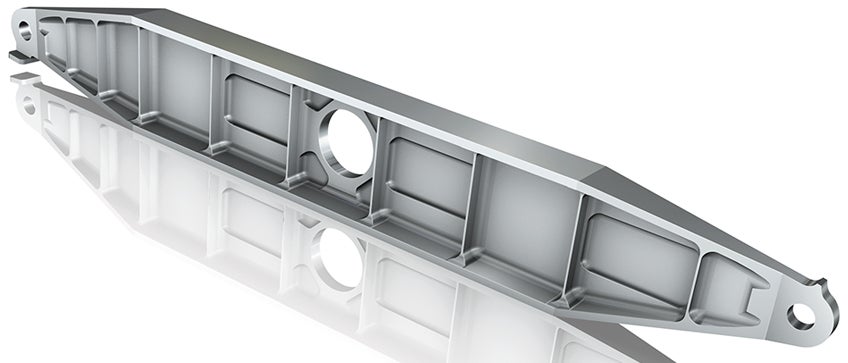
ลำตัวเครื่องบินมีชิ้นส่วนโครงสร้างเป็นจำนวนมากที่ผลิตจากไทเทเนียม คานชุดลงจอดก็เป็นอีกตัวอย่างหนึ่งของชิ้นงานที่มีส่วนฐานบาง การตัดเฉือนชิ้นส่วนโครงสร้างอากาศยานมักจะมีลักษณะการทำงานที่มีความท้าทายสูง เช่น ผนังและพื้นบาง หลุมลึก และมุมที่แคบ เราจึงช่วยคุณเอาชนะความท้าทายดังกล่าวด้วยเครื่องมือและวิธีการทำงานสำหรับงานนี้โดยเฉพาะ
ความท้าทายที่มักพบในงานตัดเฉือนชิ้นส่วนโครงสร้าง:
- ประสิทธิภาพการผลิตต่ำ
- การสั่นสะท้าน
- การเบี่ยงเบนของเครื่องมือและชิ้นงาน
- อายุการใช้งานของเครื่องมือสั้น
- เศษติดค้าง
- กระบวนการทำงานใช้เวลามาก
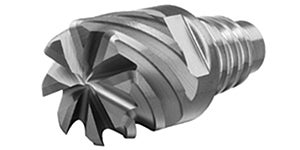
CoroMill® MH20 – การกัดหลุมอัตราป้อนสูง
การตัดเฉือนหลุมลึกโดยเฉพาะหลุมลึกและแคบจำเป็นจะต้องมีระยะยื่นยาว โดยสภาวะดังกล่าวถือเป็นเรื่องท้าทายและมีความเสี่ยงสูงที่จะเกิดการสั่นสะท้าน CoroMill® MH20 เหมาะสำหรับการกัดหลุมวัสดุ ISO S, M และ P พร้อมรับประกันการตัดเฉือนด้วยระยะยื่นยาวที่ปลอดภัยและไม่มีการสั่นสะท้าน
ดูข้อมูลเพิ่มเติมเกี่ยวกับ CoroMill® MH20
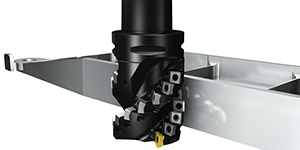
CoroMill® Plura HFS - สำหรับวิธีการกัดปาดข้างอัตราป้อนสูงที่มั่นคง
การตัดเฉือนที่ยากลำบากจากกรณีที่หน้าสัมผัสเครื่องมือขนาดใหญ่ มักก่อให้เกิดความร้อนและแรงตัดมากเกินไป ส่งผลต่อประสิทธิภาพการทำงานของเครื่องมือโดยตรง และเพื่อให้ได้วิธีการที่มีความมั่นคงมากขึ้นจำเป็นต้องมีการตั้งโปรแกรมระยะกินลึกให้มาก (ap) กำหนดความกว้างของการตัดให้ต่ำ (ae) รวมถึงกำหนดความหนาสูงสุดของเศษเพื่อให้สามารถควบคุมแรงตัดได้อย่างมีประสิทธิภาพ แนวทางนี้จะช่วยให้การตัดเฉือนอัตราป้อนสูงมีความเร็วตัดและอัตราป้อนเพิ่มขึ้นเพื่อให้ได้อัตราการขจัดเนื้อโลหะที่สูงขึ้น
ดูข้อมูลเพิ่มเติมเกี่ยวกับ CoroMill® Plura HFS ISO S

CoroMill® 316 – สำหรับการตัดเฉือนส่วนที่มีฐานบาง
เพื่อตอบโจทย์ความท้าทายของการตัดเฉือนชิ้นงานที่มีส่วนฐานบาง Sandvik Coromant จึงได้พัฒนาวิธีการตัดเฉือนขึ้นมาโดยเฉพาะ:
- ทางเดินเครื่องมือแบบ Spiral Morph ช่วยให้ชิ้นงานมีความมั่นคงสูงสุด จึงสามารถลดการเบี่ยงตัวของส่วนฐานชิ้นงานได้
- เนื้อวัสดุส่วนที่เหลืออยู่ช่วยให้สามารถทำการตัดเฉือนเก็บผิวละเอียดได้โดยใช้แรงตัดในแนวแกนน้อยที่สุด
- การตัดเฉือนส่วนมุมทำโดยใช้วิธีการกัดเฉือน
- ค่า ap/ae ที่ให้ประสิทธิภาพสูง เพื่อลดแรงตัดและการเบี่ยงตัวของชิ้นงาน
เกรดเฉพาะสำหรับงานกัดไทเทเนียม
เกรด S30T และ S40T มีให้เลือกสำหรับหัวกัด CoroMill® รุ่นต่างๆ สำหรับใช้กับการกัดปาดหน้า การกัดบ่าฉาก การกัดด้วยหัวกัดคมตัดยาว การกัดแนวดิ่ง การกัดอัตราป้อนสูง การกัดขึ้นรูป และการกัดร่อง ทั้งสองเกรดคือมาตรฐานใหม่แห่งประสิทธิภาพและอายุการใช้งานที่เชื่อถือได้
เม็ดมีดและเกรดสำหรับงานกัดไทเทเนียมและ HRSA

เกรด S30T เพื่อความเร็วและอายุการใช้งานที่ยาวนาน
เกรด S30T ได้รับการพัฒนาโดยเน้นไปที่ประสิทธิภาพการกัดวัสดุไทเทเนียมโดยเฉพาะ เกรดนี้มีการผสมผสานคุณสมบัติของคาร์ไบด์แบบไมโครเกรนเข้ากับความสามารถในการต้านทานการสึกหรอของการเคลือบผิวแบบ PVD ทำให้คมตัดมีความคมเป็นพิเศษและต้านทานความล้าและการกะเทาะในระดับจุลภาคได้อย่างมีประสิทธิภาพ ส่งผลให้คมตัดสามารถตัดเข้าชิ้นงานได้ยาวนานยิ่งขึ้นที่ความเร็วตัดสูงขึ้น

เกรด S40T สำหรับสภาพการทำงานที่ไม่เอื้ออำนวย
เกรด S40T ได้รับการพัฒนาขึ้นสำหรับสภาพการทำงานที่ไม่เอื้ออำนวย โดยผสมผสานระหว่างความเหนียวระดับสูงของซีเมนเต็ดคาร์ไบด์กับการเคลือบผิวบางแบบ CVD ผลที่ได้คือเกรดที่ทนทานต่อการสั่นสะท้านและสภาพการตัดเฉือนที่ไม่เอื้ออำนวยอื่นๆ ส่งผลให้ใช้ระยะเวลาเข้าตัดได้นานขึ้น การสึกหรอของเกรดนี้สามารถคำนวณล่วงหน้าได้อย่างแม่นยำ โดยคมตัดจะทื่อลงช้าๆ โดยที่เม็ดมีดไม่หัก
S30T และ S40T – สำหรับงานกัดไทเทเนียมที่ต้องการประสิทธิภาพการผลิตและความปลอดภัย

CoroMill® Plura – สำหรับการเก็บผิวละเอียดหลุมแบบ 2 มิติและการกัดเฉือนมุม
ทางเลือกที่ดีที่สุดสำหรับการเก็บผิวละเอียดหลุมแบบ 2 มิติ คือการใช้ดอกเอ็นมิลคาร์ไบด์แบบพิเศษ ดอกเอ็นมิลดังกล่าวได้รับการพัฒนาขึ้นสำหรับวัสดุไทเทเนียมโดยเฉพาะ ช่วยให้คุณสามารถตัดเฉือนหลุมลึกด้วยอัตราการขจัดเนื้อโลหะสูงได้โดยไม่เกิดการสั่นสะท้าน
ข้อดีอื่นๆ ของดอกเอ็นมิลในกลุ่มนี้คือ ให้ความแม่นยำสูงและอายุการใช้งานยาวนานแม้ใช้ค่าการตัดสูง
การใช้ CoroMill® Plura ร่วมกับวิธีการกัดเฉือนคือคำตอบที่ดีที่สุดสำหรับการตัดเฉือนส่วนมุมในชิ้นงานไทเทเนียม การตัดเฉือนแบบหลายรอบช่วยขจัดเนื้อวัสดุออกทีละชั้น โดยใช้มุมเข้าชิ้นงานในแนวรัศมีน้อยและแรงตัดต่ำ

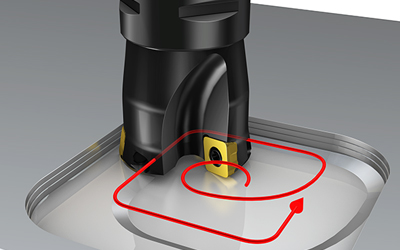
CoroMill® 300 - สำหรับการกัดปาดหน้าหยาบ
เขียนโปรแกรมการเดินหัวกัดเป็นแนวโค้งเข้าชิ้นงานตามเข็มนาฬิกา (การเดินเครื่องมือทวนเข็มนาฬิกาจะไม่สามารถแก้ปัญหาเศษหนาได้) การเดินหัวกัดเป็นแนวโค้งเข้าชิ้นงานช่วยให้ความหนาของเศษขณะออกจากชิ้นงานเป็นศูนย์ ส่งผลให้ใช้อัตราป้อนได้สูงขึ้นและยืดอายุการใช้งานของเครื่องมือ หัวกัดแบบเม็ดมีดทรงกลมจะให้ประสิทธิภาพการผลิตและอายุการใช้งานสูงสุด เนื่องจากลักษณะมุมนำและเศษที่มีลักษณะบาง หัวกัด CoroMill® 300 และเม็ดมีดเกรด S30T และ S40T มีระบบจ่ายน้ำหล่อเย็นภายในและระยะพิทช์ที่ชิดให้เลือกใช้งาน เพื่อประสิทธิภาพสูงสุดสำหรับงานกัดไทเทเนียม โดยในปัจจุบันมีขนาดเม็ดมีดให้เลือกจนถึง 20 มม. (เมตริก) หรือ 1.0" (นิ้ว)

CoroMill® 690 - การกัดขึ้นรูป 2 มิติ
สำหรับการทำงานในขั้นตอนนี้ เรามีระบบเครื่องมือแบบครบวงจรตั้งแต่การกัดหยาบไปจนถึงการเก็บผิวละเอียด ตัวเลือกที่ดีที่สุดสำหรับการกัดหยาบคือ CoroMill® 690 และเม็ดมีดเกรดพิเศษสำหรับไทเทเนียม S30T และ S40T ด้านล่างของเม็ดมีดมีตัวล็อคตำแหน่งในแนวแกน เพื่อป้องกันการขยับของเม็ดมีดและช่วยให้ใช้อัตราการขจัดเนื้อโลหะสูงได้อย่างมั่นคง เม็ดมีดยังได้รับการออกแบบให้ตัดได้อย่างนุ่มนวลและใช้กำลังต่ำ รูจ่ายน้ำหล่อเย็นแต่ละรูมีลักษณะเป็นเกลียวเพื่อรองรับหัวฉีดที่มีเส้นผ่านศูนย์กลางขนาดเล็กเมื่อใช้ระบบน้ำหล่อเย็นแรงดันสูง
การกัดหยาบหลุมแบบ 2 มิติ - วิธีที่ 1
สำหรับการกัดหยาบหลุมแบบ 2 มิติ ให้ใช้วิธีการกัดวงกลมไล่ระดับโดยใช้ระยะกินลึกน้อย แต่ใช้อัตราป้อนต่อฟันตัดได้สูงจนถึง 1.0 มม./ฟันตัด ร่วมกับหัวกัดอัตราป้อนสูง CoroMill® 210 หรือ CoroMill® MH20 ซึ่งเป็นเครื่องมือที่มีเทคนิคในการกัดที่เบาและรวดเร็ว ให้อัตราการขจัดเนื้อโลหะยอดเยี่ยม และเหมาะสำหรับเครื่องจักรและการปรับตั้งทุกรูปแบบ
ข้อดีของวิธีการกัดวงกลมไล่ระดับคือ สามารถลดจำนวนเครื่องมือที่ใช้ลงได้ (ไม่ต้องใช้ดอกสว่าน) และมีความยืดหยุ่น เนื่องจากสามารถใช้ได้กับการทำงานในหลากหลายขนาด อีกหนึ่งทางเลือกเครื่องมือที่สามารถใช้เทคนิคการเขียนโปรแกรมแบบเดียวกันได้คือ หัวกัดแบบเม็ดมีดทรงกลม เช่น CoroMill® 300
ดูข้อมูลเพิ่มเติมเกี่ยวกับ CoroMill® MH20
การกัดหยาบหลุมแบบ 2 มิติ - วิธีที่ 2
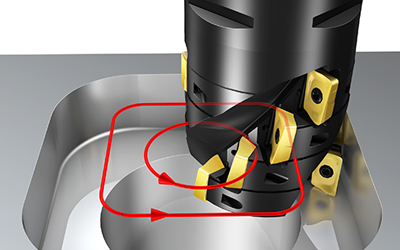
การเปิดหลุมแบบ 2 มิติด้วยวิธีการ Spiral Morph โดยใช้หัวกัดคมตัดยาว CoroMill 390 และเม็ดมีดขนาด 11 มม. เกรด S30T ใหม่สำหรับไทเทเนียมเป็นวิธีที่ให้อัตราการขจัดเนื้อโลหะดีเยี่ยม รักษาค่าอาร์คของการเข้าตัดชิ้นงานให้อยู่ในระดับต่ำขณะกัดหลุม โดยการทำรูขนาดใหญ่สำหรับเข้าชิ้นงาน (โดยใช้การเจาะหรือการกัดไล่ระดับแบบเฮลิคัล) การเดินหัวกัดเป็นแนวโค้งเข้าชิ้นงาน จากนั้นเขียนทางเดินเครื่องมือให้มีรัศมีมุมขนาดใหญ่เพื่อหลีกเลี่ยงการสั่นสะท้านที่บริเวณมุม
น้ำหล่อเย็นแรงดันสูง
คำแนะนำในส่วนนี้ไม่มีอะไรซับซ้อน นั่นคือ ควรจ่ายน้ำหล่อเย็นในปริมาณมากสำหรับงานตัดเฉือนไทเทเนียม และควรใช้น้ำหล่อเย็นแรงดันสูงหากสามารถทำได้ การใช้น้ำหล่อเย็นแรงดันสูงสำหรับการกัดไทเทเนียมจะช่วยยืดอายุการใช้งานของเครื่องมือเป็นสองเท่าเมื่อเทียบกับน้ำหล่อเย็นแรงดันปกติ เนื่องจากสามารถป้องกันการตัดเศษซ้ำที่ทำให้เครื่องมือเสียหายได้ โดยการฉีดเศษเชื่อมออกจากชิ้นงาน
คำแนะนำ:
- จ่ายน้ำหล่อเย็นผ่านสปินเดิลและตัวเครื่องมือ
- ควรวางแผนเลือกปริมาณและแรงดันน้ำหล่อเย็นอย่างระมัดระวัง โดยพิจารณาจากจำนวนและเส้นผ่านศูนย์กลางของรูจ่ายน้ำหล่อเย็นและการทำงานของคุณ
- ควรเลือกหัวฉีดขนาดเล็กเพื่อให้ได้แรงดันสูงสุด
- แรงดันที่แนะนำ: 70 บาร์ขึ้นไป
- ปริมาณที่แนะนำ: 50 ลิตร/นาที
CoroChuck™ 930
หัวจับรุ่นนี้ป้องกันการหลุดของเครื่องมือได้ดีที่สุดในตลาด ด้วยประสิทธิภาพการจับยึดที่ยอดเยี่ยม มีความมั่นคงและเข้าถึงชิ้นงานได้อย่างดีเยี่ยมสำหรับงานกัดและงานเจาะ ระบบเครื่องมือนี้ไม่เพียงเพิ่มความปลอดภัยและความแม่นยำในการตัดเฉือนเท่านั้น แต่ยังเพิ่มประสิทธิภาพในการผลิตด้วยการติดตั้งและเปลี่ยนเครื่องมือได้อย่างรวดเร็ว นอกจากนี้ยังมีคอลเลทพร้อมระบบล็อคแบบกลไกสำหรับด้าม Weldon ที่ป้องกันเครื่องมือหลุดสำหรับด้ามแบบ Weldon ได้ 100%

เครื่องมือกัดประสิทธิภาพสูงเพื่อการตัดเฉือนแบบไร้การสั่นสะท้าน
CoroMill MH20 จะเขามาเสรมประสทธภาพใหกบผลตภณฑในกลม CoroMill และเตมเตมชองวางเชงกลยทธในสายผลตภณฑเครองมอกดอตราปอนสงทสามารถถอดเปลยนเมดมดได... keyboard_arrow_right
ชายหลังปีก (Flap Track)
ชายหลงปกจะอยทบรเวณกลไกขอบดานหลงของปกโครงอากาศยาน ชนสวนนมกผลตขนจากสเตนเลสสตล เชน 15-5... keyboard_arrow_right
CoroMill® MH20
เครองมออเนกประสงคทเหมาะกบงานกดอตราปอนสงทกประเภท ชวยลดจำนวนเครองมอทตองใชและใหรอบระยะเวลาการผลตทเรวขน ระบบจายนำหลอเยนภายในชวยเพมประสทธภาพการคายเศษและการทำงานกบวสดกลม... keyboard_arrow_right
แท่นยึดท่อ
แทนยดทอเปนสวนประกอบทใชในขนตอนการเตรยมหลมเพอการผลตนำมนและกาซ โดยจะตดอยทขอตอทอดานบนสดของหวหลมเจาะเพอรองรบชดทอผลต โดยทวไปแลว... keyboard_arrow_right
