
ยิ่งร้อนยิ่งดีถ้าเป็นเซรามิก

ความท้าทาย: วิธีแก้ปัญหาถ้าเครื่องมือคาร์ไบด์ไม่สามารถตัดเฉือนวัสดุ HRSA ได้อย่างมีประสิทธิภาพตามที่ต้องการ
คำตอบ: เม็ดมีดเกรดเซรามิกเป็นทางออกที่ให้ประสิทธิภาพสูงสุดถ้าหากใช้งานอย่างถูกวิธี
เซรามิกไซอะลอนและเซรามิกใยวิสเกอรเป็นตัวเลือกที่ใช้ได้กับทั้งการกลึงและการกัดวัสดุซูเปอร์อัลลอยทนความร้อน (Heat-Resistant Super Alloy หรือ HRSA) หนึ่งในวัสดุซึ่งเป็นกลุ่มย่อยของ HRSA คืออัลลอยที่เรียกว่า Inconel ซึ่งมักจะนำมาใช้ผลิตชิ้นส่วนที่ต้องเผชิญความร้อนสูงของเครื่องยนต์อากาศยานและอุตสาหกรรมพลังงาน นอกจากนี้ยังมีวัสดุอีกชนิดหนึ่งที่กำลังได้รับความนิยมมากขึ้นในปัจจุบัน นั่นคือ วัสดุแข็งที่มีการเชื่อมเข้าด้วยกัน ซึ่งมักจะใช้ในอุตสาหกรรมน้ำมันและก๊าซ

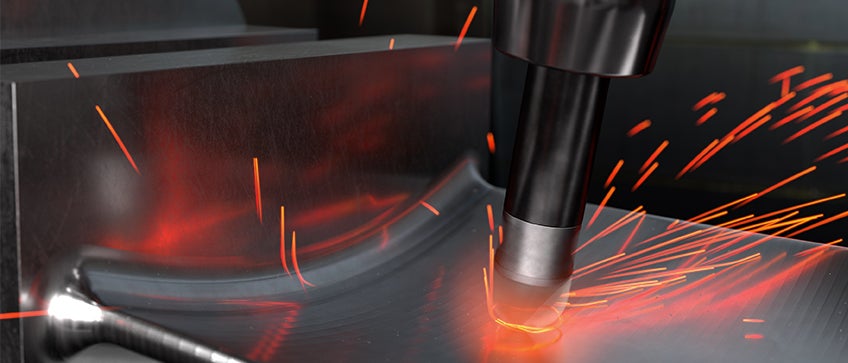
การกัดจานเทอร์ไบน์ด้วยเครื่องมือเซรามิก
เซรามิกเป็นวัสดุที่มีความแข็งที่อุณหภูมิสูงและไม่ก่อปฏิกิริยาทางเคมีกับวัสดุชิ้นงาน แต่มีจุดด้อยคือ มีความเหนียวน้อยกว่าคาร์ไบด์ ดังนั้นกระบวนการตัดเฉือนจึงจำเป็นต้องมีความมั่นคงสูงและมีการสั่นสะเทือนน้อยที่สุด รวมทั้งควรใช้เครื่องมือที่มีระยะยื่นสั้น ทำการป้อนเข้าและออกจากชิ้นงานอย่างนุ่มนวล และไม่ควรใช้เม็ดมีดเซรามิกกับงานกัดรองเต็มหน้า
การกัดและการกลึงด้วยเม็ดมีดเซรามิกมีความแตกต่างสำคัญหลายประการ เช่น ความเร็วตัดสูงสุดสำหรับการกลึงจะอยู่ที่ประมาณ 300 ม./นาที ในขณะที่หัวกัดอาจสามารถใช้ความเร็วตัดได้สูงถึง 1,000 ม./นาที หรือการกลึงด้วยเม็ดมีดเซรามิกจำเป็นต้องมีการจ่ายน้ำหล่อเย็นปริมาณมากอย่างต่อเนื่อง ในขณะที่การกัดนั้นไม่ควรใช้น้ำหล่อเย็น เพื่อป้องกันไม่ให้เกิดความเค้นเนื่องจากการเปลี่ยนแปลงของอุณหภูมิ
เม็ดมีดทรงกลมให้ประสิทธิภาพสูงสำหรับทั้งการกลึงและการกัด โดยควรใช้ระยะกินลึกน้อยเพื่อให้ได้มุมเข้างานแคบและป้องกันการสึกหรอหรือเป็นรอยบาก
หลักการทำงานสำหรับการกัดด้วยเม็ดมีดเซรามิกคือ ควรใช้อัตราป้อนงานค่อนข้างต่ำกว่า (0.05–0.08 มม./ฟันตัด) เมื่อเทียบกับเครื่องมือคาร์ไบด์ เพื่อให้สามารถใช้ความเร็วตัดได้สูงขึ้น ความร้อนที่เกิดขึ้นโดยรอบบริเวณตัดเฉือนจะช่วยเพิ่มประสิทธิภาพของทั้งการตัดและการคายเศษ โดยเศษที่ได้จะมีขนาดเล็กและร้อนจนเป็นสีแดง นอกจากนี้ยังควรเลือกใช้การกัดปาดหน้าแทนการกัดขอบและการกัดทีละชั้น
การกัดด้วยเม็ดมีดเซรามิกเป็นวิธีที่มีประสิทธิภาพสำหรับงานผลิตเครื่องยนต์อากาศยานจากวัสดุกลุ่ม ISO S
เม็ดมีดมุมบวกเป็นตัวเลือกที่ดีที่สุดสำหรับการกัดตาม ซึ่งเป็นวิธีการกัดที่แนะนำให้ใช้ ในขณะที่เม็ดมีดมุมลบจะเหมาะกว่าสำหรับกรณีที่จำเป็นต้องใช้การกัดทวน ซึ่งจะได้เศษหนาขณะคมตัดออกจากชิ้นงาน
สรุป
เครื่องมือเซรามิกมีจุดเด่นที่ใช้ความเร็วตัดได้สูง โดยหากทำการตัดเฉือนด้วยวิธีที่เหมาะสม จะสามารถให้อัตราการขจัดเนื้อโลหะได้สูงขึ้นมากสำหรับการทำงานกับวัสดุ HRSA
กรณีศึกษาจากลูกค้า
ชิ้นงาน: ชิ้นงานทำจาก Inconel
| แบรนด์อื่น | Sandvik Coromant | |
| เครื่องมือ: | หัวกัดอัตราป้อนสูง | S-R120R-051C6-12X4 |
| เม็ดมีด: | เม็ดมีดคาร์ไบด์ | เม็ดมีดเซรามิก RNGN 12 07 00-E |
| ความเร็วตัด vc (ม./นาที): | 38 | 800 |
| อัตราป้อนงานต่อฟันตัด fz (มม.): | 0.71 | 0.13 |
| อัตราป้อนงาน vf (มม./นาที): | 600 | 2000 |
| ระยะกันลึก ap (มม.): | 0.7 | 1.5 |
| ความกว้างของการตัด ae (มม.): | 46 | 44.1 |
| อัตราการขจัดเนื้อโลหะ Q (ซม.3/นาที): | 19.3 | 132.3 |
ผลการทดสอบ:
เครื่องมือเซรามิกช่วยประหยัดเวลาในการตัดเฉือนได้รวม 42 ชั่วโมงต่อปี และสามารถเพิ่มประสิทธิภาพการผลิตได้ถึง 469%
