
ดอกเอ็นมิลเซรามิกช่วยเพิ่มประสิทธิภาพงานตัดเฉือนชิ้นส่วนอากาศยาน
อุตสาหกรรมอากาศยานในปัจจุบันมีการนำชิ้นส่วนที่ผลิตจากนิกเกิลอัลลอยมาใช้มากขึ้นเรื่อยๆ ทำให้ความต้องการเครื่องมือตัดที่มีประสิทธิภาพนั้นเพิ่มมากขึ้นตามไปด้วยเช่นกัน โดยสำหรับงานตัดเฉือนนิกเกิลอัลลอยที่พบได้บ่อย เช่น การกัดบ่าและการกัดปาดหน้า ยังคงเป็นงานที่มีความท้าทายสูง ถึงแม้นิกเกิลอัลลอยจะเป็นวัสดุที่มีคุณสมบัติดีเยี่ยมสำหรับการใช้งาน แต่ก็เป็นวัสดุที่ตัดเฉือนได้ยากเนื่องจากมีคุณสมบัติการนำความร้อนต่ำ มีการเกาะตัวสะสมของเศษที่เครื่องมือตัด และมีอนุภาคที่ก่อให้เกิดการเสียดสีภายในโครงสร้างอัลลอย
ปัญหาข้างต้นเป็นสาเหตุหลักที่ทำให้การใช้งานเครื่องมือคาร์ไบด์กับวัสดุชนิดนี้มักจะมีประสิทธิภาพต่ำ นอกจากนี้แล้ว ชิ้นงานยังมักจะมีรูปทรงซับซ้อน ทำให้ต้องใช้เครื่องมือที่ยาวกว่าปกติ อีกทั้งยังมีปัจจัยในเรื่องความยืดหยุ่นของกระบวนการตัดเฉือน ซึ่งเป็นอีกสิ่งหนึ่งที่บรรดาผู้ผลิตในอุตสาหกรรมอากาศยานต้องการเช่นกัน ในปัจจุบันเทคโนโลยีดอกเอ็นมิลเซรามิกกำลังเข้ามามีบทบาทในการตอบสนองความต้องการดังกล่าว โดยช่วยเปิดโอกาสในการเพิ่มประสิทธิภาพให้กับงานตัดเฉือนชิ้นส่วนเครื่องยนต์อากาศยาน พร้อมทั้งสร้างความได้เปรียบให้กับการแข่งขันในอุตสาหกรรมนี้
งานผลิตชิ้นส่วนเครื่องยนต์อากาศยานมีความท้าทายในหลายแง่มุมด้วยกัน ตัวอย่างเช่น ชิ้นงานส่วนใหญ่มักจะผลิตจากวัสดุอัลลอยทนความร้อน (HRSA) หรือนิกเกิลอัลลอย ทำให้วิศวกรการผลิตจำเป็นต้องเลือกใช้กระบวนการพิเศษในการผลิตชิ้นส่วนต่างๆ เช่น สปูล จานเทอร์ไบน์ ตัวเรือนห้องเผาไหม้ และบลิสก์ เป็นต้น
เร็วกว่าดิมถึง 30 เท่า
ถึงแม้ว่าผู้ผลิตส่วนใหญ่จะยังคงเลือกใช้เครื่องมือรูปแบบเดิมอย่างดอกเอ็นมิลคาร์ไบด์ แต่ถ้าพิจารณาในส่วนของงานตัดเฉือนวัสดุนิกเกิลอัลลอย เราจะเห็นได้ว่า เครื่องมือคาร์ไบด์นั้นยังคงมีข้อจำกัดพอสมควรในแง่ของประสิทธิภาพ อุตสาหกรรมอากาศยานเป็นหนึ่งในอุตสาหกรรมที่มีการแข่งขันทั่วโลกสูงมาก ดังนั้น ผู้ผลิตชิ้นส่วนอากาศยานจึงต้องมองหาเทคโนโลยีใหม่ๆ ที่สามารถสร้างความเปลี่ยนแปลงให้กับปัจจัยการผลิตต่างๆ ได้ เช่น ประสิทธิภาพการผลิต รวมไปถึงอายุการใช้งานของเครื่องมือ ดอกเอ็นมิลเซรามิกคือคำตอบที่เข้ามาสร้างความเปลี่ยนแปลงนี้ โดยสามารถทำงานตัดเฉือน เช่น การกัดบ่าและการกัดปาดหน้าได้เร็วขึ้นถึง 20-30 เท่าเมื่อเปรียบเทียบกับการใช้เครื่องมือคาร์ไบด์แบบเดิม ประสิทธิภาพที่เพิ่มขึ้นอย่างเห็นได้ชัดเจนนี้เป็นผลมาจากการที่เครื่องมือเซรามิกสามารถรักษาคุณสมบัติความแข็งเอาไว้ได้ที่อุณหภูมิสูง เช่น ในระหว่างการตัดเฉือนวัสดุนิกเกิลอัลลอย
ดอกเอ็นมิลเซรามิกแบบเปลี่ยนหัวได้ CoroMill® 316 สำหรับงานกัดหยาบถือเป็นทางเลือกที่มีประสิทธิภาพสูงสำหรับงานตัดเฉือนชิ้นส่วนเครื่องยนต์อากาศยานที่ทำจากวัสดุกลุ่ม ISO S เนื่องจากเป็นเครื่องมือแบบเปลี่ยนหัวได้ ทำให้กระบวนการตัดเฉือนมีความยืดหยุ่นมากขึ้น ดอกเอ็นมิลรุ่นนี้มีให้เลือกทั้งแบบร่องคายเศษหกร่องพร้อมปลายมนตรงที่ให้ประสิทธิภาพสูงสำหรับงานกัดข้าง และแบบร่องคายเศษสี่ร่องที่ออกแบบรูปทรงหน้าตัดให้รองรับอัตราป้อนงานสูง เพื่อเพิ่มประสิทธิภาพให้กับงานกัดปาดหน้าโดยเฉพาะ

ดอกเอ็นมิลเซรามิก CoroMill 316 ให้ประสิทธิภาพสูงสุดสำหรับงานตัดเฉือนที่เข้าถึงยาก รวมทั้งเพิ่มความยืดหยุ่นให้กับการทำงานเนื่องจากสามารถเปลี่ยนหัวได้
ตัวดอกเอ็นมิลทำจากวัสดุเซรามิก ซึ่งรองรับการตัดเฉือนได้หลากหลายรูปแบบมากกว่าเครื่องมือคาร์ไบด์แบบเดิม รวมทั้งยังมีกลุ่มเกรดไซอะลอน CC6060 ที่ออกแบบมาโดยเฉพาะสำหรับการตัดเฉือนนิกเกิลอัลลอย พร้อมทั้งมีรุ่นคมตัดมุมลบที่ให้ความเหนียวสูง และมีสันคมแบบ T เพื่อการทำงานที่เสถียรมากยิ่งขึ้น
ทั้งนี้ ไซอะลอน (SiAlON) เป็นสารประกอบทางเคมีระหว่างอะลูมิเนียมออกไซด์และซิลิกอนไนไตรด์ (Al203+Si3N4) ซึ่งช่วยให้สามารถต้านทานการสึกหรอได้เป็นอย่างดี แม้ใช้งานที่อุณหภูมิสูง
ตัดเฉือนได้อย่างมั่นคง
ดอกเอ็นมิลเซรามิก CoroMill 316 เป็นเครื่องมือที่เหมาะที่สุดสำหรับงานตัดเฉือนที่เข้าถึงยากหรือเมื่อต้องการเพิ่มความยืดหยุ่นของการทำงานด้วยเครื่องมือแบบเปลี่ยนหัวได้ แต่นอกจากนั้นแล้ว Sandvik Coromant ยังมีดอกเอ็นมิลเซรามิก CoroMill® Plura สำหรับงานที่ต้องการความมั่นคงเป็นพิเศษด้วยเช่นกัน
ในความเป็นจริงแล้ว ความมั่นคงควรเป็นปัจจัยที่ต้องพิจารณาทุกครั้งสำหรับงานตัดเฉือนวัสดุนิกเกิลอัลลอย รวมทั้งไม่ควรใช้น้ำหล่อเย็นในทุกกรณี การผลิตควรทำโดยใช้ลมอัดแทนการใช้น้ำหล่อเย็น เนื่องจากน้ำหล่อเย็นจะระเหยทันทีเนื่องจากอุณหภูมิการทำงานสูงมาก นอกจากนี้ การใช้น้ำหล่อเย็นยังอาจทำให้เกิดการเปลี่ยนแปลงทางความร้อนฉับพลัน ซึ่งส่งผลเสียต่ออายุการใช้งานของเครื่องมือ จุดสำคัญอีกอย่างหนึ่งคือจำเป็นต้องใช้ความเร็วสปินเดลสูง โดยต้องไม่ต่ำกว่า 13,000 รอบ/นาที รวมทั้งยังควรใช้วิธีการกัดตามและโปรแกรมทางเดินเครื่องมือให้สัมผัสกับวัสดุชิ้นงานตลอดเวลา
เรามีตัวอย่างของประสิทธิภาพที่เพิ่มขึ้นจากลูกค้ารายหนึ่ง ซึ่งทดลองใช้เครื่องมือกับการผลิตปีกท้ายของเครื่องบินที่ทำจากวัสดุ Inconel 718 (HB 370) บ่มแข็ง การทดลองครั้งนี้เป็นการกัดร่องโดยใช้ดอกเอ็นมิลเซรามิก CoroMill Plura เส้นผ่านศูนย์กลาง 12 มม. รวมกับเครื่องแมชชินนิ่งเซนเตอร์แนวตั้ง DMG 60 eVo
การเปลี่ยนจากดอกเอ็นมิลคาร์ไบด์ที่ใช้อยู่เดิม (แบรนด์อื่น) มาเป็นดอกเอ็นมิลเซรามิก CoroMill Plura ทำให้ลูกค้ารายนี้สามารถใช้ค่าการตัดต่างๆ ได้สูงขึ้นกว่าเดิมมาก ตัวอย่างเช่น ใช้ความเร็วตัดได้เพิ่มขึ้นจาก 25 เป็น 500 ม./นาที (82 เป็น 1,640 ฟุต/นาที) รวมทั้งสามารถเพิ่มอัตราป้อนจาก 92.82 เป็น 2,387.34 มม./นาที (3.71 เป็น 95.49 นิ้ว/นาที) นอกจากนี้ยังสามารถเพิ่มระยะกัดลึกแนวแกนได้สองเท่าจาก 0.25 เป็น 0.5 มม. (0.01 เป็น 0.02 นิ้ว) การทดลองครั้งนี้ใช้ระยะกัดลึกแนวรัศมีเท่าเดิมคือ 12 มม. (0.472 นิ้ว) และมีการลดอัตราป้อนงานต่อฟันตัดลงเล็กน้อยจาก 0.035 เป็น 0.03 มม./ฟันตัด (0.0014 เป็น 0.0012 นิ้ว/ฟันตัด)
ลูกค้ารายนี้ประทับใจมากกับผลการทดสอบที่ได้ โดยสามารถเพิ่มอัตราการขจัดเนื้อโลหะ (Metal Removal Rate หรือ MRR) จาก 0.28 เป็น 14.32 ซม./นาที (0.02 เป็น 0.9 นิ้ว/นาที) หรือเท่ากับประสิทธิภาพเพิ่มขึ้นถึง 5,014% ยิ่งไปกว่านั้น อายุการใช้งานของเครื่องมือยังเพิ่มขึ้นมากกว่าเดิมถึง 300% ด้วย
คายเศษได้อย่างมีประสิทธิภาพ
การทดลองใช้งานครั้งนี้แสดงให้เห็นอย่างชัดเจนว่าสามารถใช้ความเร็วตัดได้สูงขึ้นกว่าเดิมมาก ซึ่งการใช้ความเร็วตัดได้สูงนั้น ทำให้อุณหภูมิการตัดสูงขึ้น ส่งผลให้เศษขาดง่ายขึ้น โดยเศษที่ได้จากการตัดเฉือนมีลักษณะคล้ายฝุ่นผง ซึ่งยิ่งทำให้เหมาะสำหรับการไล่เศษออกโดยใช้ลมอัด

ดอกเอ็นมิลเซรามิกคงความแข็งเอาไว้ได้แม้อุณหภูมิสูง โดยเฉพาะในระหว่างการตัดเฉือนวัสดุ HRSA ทำให้เหมาะเป็นพิเศษสำหรับงานตัดเฉือนส่วนใบพัดของใบสก
ลูกค้าได้ทำการทดสอบเพิ่มเติมอีกหลายครั้งในภายหลังเพื่อเปรียบเทียบกับเครื่องมือเซรามิกแบรนด์อื่น ตัวอย่างเช่น การทดสอบดอกเอ็นมิลเซรามิกขนาด 12 มม. ของ Sandvik Coromant เปรียบเทียบกับดอกเอ็นมิลแบรนด์อื่นอีกสามรุ่น โดยทำการกัดปาดหน้าในวัสดุ Inconel 718 (43 HRC) ด้วยค่าการตัดเดียวกัน ได้แก่ ระยะกินลึกแนวรัศมี 5 มม. (0.197 นิ้ว) ระยะกินลึกแนวแกน 0.5 มม. (0.02 นิ้ว) ความเร็วตัด 940 ม./นาที (3,084 ฟุต/นาที) และอัตราป้อนงาน 0.12 มม./รอบ (0.0047 นิ้ว/รอบ) ดอกเอ็นมิลเซรามิกของ Sandvik Coromant นั้นสามารถทำการตัดเฉือนได้เป็นระยะถึง 90 ม. (295 ฟุต) ซึ่งเหนือกว่าอันดับสองถึง 490% และจากการตรวจสอบสภาพเครื่องมือยังแสดงให้เห็นด้วยว่า ดอกเอ็นมิลของบางแบรนด์ที่นำมาทดสอบนั้นมีการสึกหรอเกิดขึ้นหลังจากตัดเฉือนไปได้เป็นระยะเพียง 3 ม. (9.84 ฟุต) เท่านั้น
การทดสอบโดยการกัดข้างเองก็ให้ผลลัพธ์ที่น่าประทับใจเช่นเดียวกัน โดยเป็นการทดสอบกับวัสดุชิ้นงานเดียวกัน ขนาดเส้นผ่านศูนย์กลางเครื่องมือเท่ากัน และใช้ค่าการตัดเท่ากัน ได้แก่ ระยะกินลึกแนวแกน 5 มม. (0.197 นิ้ว) ระยะกินลึกแนวรัศมี 0.5 มม. (0.02 นิ้ว) ความเร็วตัด 600 ม./นาที (1,969 ฟุต/นาที) และอัตราป้อนงาน 0.12 มม./รอบ (0.0047 นิ้ว/รอบ) และสำหรับผลการทดสอบนี้ ดอกเอ็นมิลเซรามิกของ Sandvik Coromant ให้ประสิทธิภาพสูงกว่าเครื่องมืออันดับสองถึง 250% โดยสามารถตัดเฉือนได้เป็นระยะ 16 ม. (52.5 ฟุต) ก่อนที่จะต้องเปลี่ยนเครื่องมือใหม่
ชิ้นงานไม่เป็นชั้นขาว
การใช้ดอกเอ็นมิลเซรามิกจาก Sandvik Coromant ไม่ทำให้เกิดลักษณะชั้นขาวบนชิ้นงาน การทดสอบโดยใช้ค่าความเร็วตัดต่างๆ ตั้งแต่ 375 ถึง 900 ม./นาที (1,230 ถึง 2,953 ฟุต/นาที) ไม่พบว่ามีร่องรอยของลักษณะไม่พึงประสงค์ดังกล่าว ชั้นขาวบนชิ้นงาน ซึ่งเชื่อกันว่าอาจทำให้เกิดการแตกร้าวง่ายขึ้น เป็นผลมาจากการที่อุณหภูมิสะสมที่ผิวชิ้นงานเย็นลงอย่างรวดเร็ว
นอกจากการกัดบ่าและการกัดปาดหน้าแล้ว ดอกเอ็นมิลเซรามิกยังสามารถใช้กับการกัดหลุม การกัดแบบเฮลิคอล การกัดไล่ระดับ และการกัดร่องได้เช่นกัน โดยทั้ง CoroMill Plura และ CoroMill 316 ถือเป็นส่วนหนึ่งของระบบเครื่องมือ Sandvik Coromant Optimized ในกลุ่มผลิตภัณฑ์เครื่องมือกลุ่มของ Sandvik Coromant
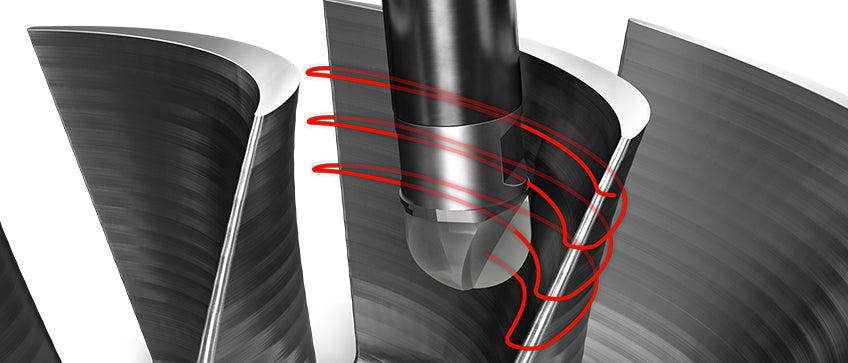
ดอกเอ็นมิลเซรามิกหัวกลม CoroMill 316 มีคมตัดเซรามิกเชื่อมติดลงบนคาร์ไบด์ ทำให้มีทั้งความแข็งแกร่งและยืดหยุ่น คมตัดแบบหัวกลมยังช่วยให้กัดขึ้นรูปได้ง่ายและรวดเร็วยิ่งขึ้น
เครื่องมือในตระกูลนี้ยังรวมถึงดอกเอ็นมิลเซรามิกหัวกลม CoroMill 316 สำหรับงานตัดเฉือนใบสกด้วยเช่นกัน โดยดอกกัดขึ้นรูปรุ่นนี้เหมาะสำหรับทั้งการกัดหยาบและการเก็บผิวละเอียด
