
Instelhoek en spaandikte bij frezen
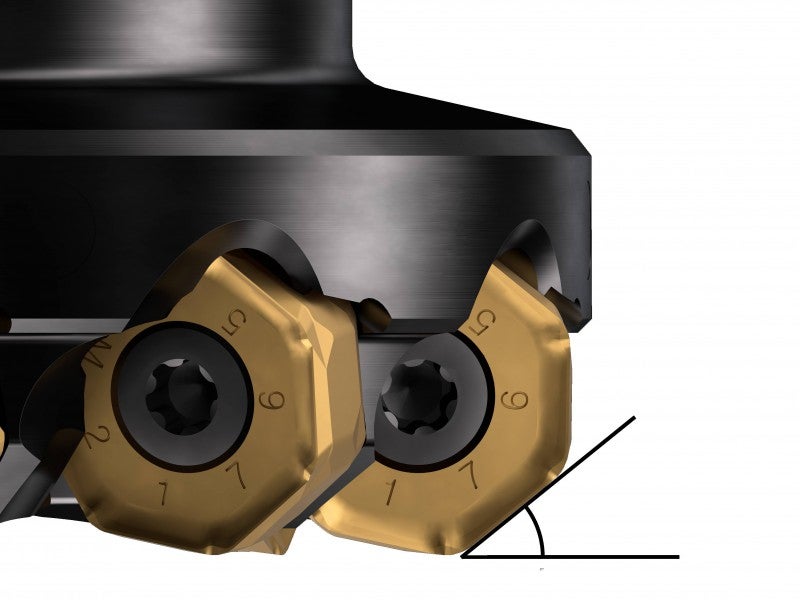
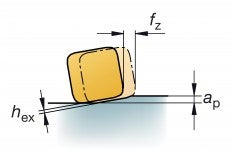
De instelhoek (KAPR) is de hoek tussen de hoofdsnijkant van de wisselplaat en het werkstukoppervlak. De intredehoek heeft invloed op de spaandikte, snijkrachten en standtijd.
De meest gangbare instelhoeken zijn 90 graden, 45 graden 10 graden en die van ronde wisselplaten.
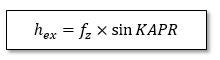
Bij het verlagen van de instelhoek vermindert de spaandikte hex voor een bepaalde voeding fz. Dit spaanverdunningseffect verspreidt de hoeveelheid materiaal over een groter deel van de snijkant.
Kleinere instelhoeken bieden ook een meer geleidelijk indraaien in de snede, waardoor de radiale druk wordt gereduceerd en de snijkant wordt beschermd. Echter, de hogere axiale krachten verhogen de druk op het werkstuk.
Frezen met 90 graden instelhoek

De belangrijkste toepassingsgebieden voor een 90 graden frees is het frezen van rechte hoeken.
Een 90 graden frees genereert vooral radiale krachten, in de richting van de voeding. Dit betekent dat het oppervlak dat wordt bewerkt niet wordt blootgesteld aan hoge axiale druk, hetgeen gunstig is voor het frezen van werkstukken met een zwakke structuur of dunne wanden, en in geval van een instabiele opspanning.
Frezen met 45 graden instelhoek

Een 45 graden frees is de keuze voor algemene toepassingen voor vlakfrezen. Het genereert evenwichtige radiale en axiale snijkrachten hetgeen minder vraagt van het machinevermogen.
Dit type frees is met name geschikt voor het frezen in kortspanende materialen die gemakkelijk breken wanneer overmatige radiale krachten worden uitgeoefend op de geleidelijk minder wordende hoeveelheid materiaal die overblijft aan het einde van een snede.
De soepele intrede in de snede beperkt de trillingsneigingen bij het frezen met lange uitsteeklengten of met kleinere/zwakkere gereedschapshouders en koppelingen.
De vorming van een dunnere spaan maakt een hogere productiviteit mogelijk in vele toepassingen, vanwege de mogelijkheid van een hogere tafelvoeding, terwijl een gematigde belasting van de snijkant wordt gehandhaafd.
Frezen met 60–75 graden instelhoek

Dit type frezen zijn speciale vlakfrezen, die een grotere snedediepte bieden vergeleken met de algemene keuze van vlakfrezen. De axiale krachten zijn lager vergeleken met een 45 graden vlakfrees en de snijkantsterkte is beter dan een 90 graden frees.
Frezen met 10 graden instelhoek

Een instelhoek van 10 graden wordt gebruikt bij hoge voedings- en plungefrezen. Er wordt een dunne spaan gegenereerd, waardoor zeer hoge voedingen per tand mogelijk zijn, fz, bij kleine snedediepten en dus voor extreme tafelvoedingen, vf.
De dominerende axiale snijkracht wordt in de richting van de spil gericht en stabiliseert deze. Dit is gunstig voor lange en zwakke configuraties, omdat het de trillingsneigingen beperkt.
Dit type frees is doelmatig bij het maken van gaten bij het gebruik van drie assen en voor plungefrezen van uitsparingen, of wanneer het gebruik van een verlengde frees nodig is.
Frezen met ronde wisselplaten of frezen met een grote hoekradius

Een frees met ronde wisselplaten is bedoeld voor algemeen frezen en is efficiënt voor voorbewerkingen.
De hoekradius biedt een zeer sterke snijkant, geschikt voor hoge tafelvoedingen vanwege de dunnere spanen die worden gegenereerd langs de snijkant. Het spaanverdunningseffect maakt deze frezen geschikt voor het bewerken van titanium en hittebestendige legeringen.
Afhankelijk van de snijdieptevariaties, ap, wijzigt de instelhoek van nul tot 90 graden, waardoor de snijkrachtrichting langs de snijkantradius wijzigt en daarmee ook de resulterende druk tijdens de freesbewerking.
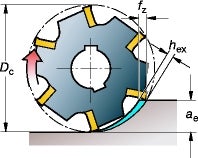
Maximum spaandikte bij frezen
Maximale spaandikte is de belangrijkste parameter voor het bereiken van een productief en betrouwbaar freesproces. Doelmatig snijden vindt alleen plaats wanneer de hex waarde correct wordt afgestemd op de gebruikte frees.
- Een dunne spaan met een hex waarde die te laag is, is de meest gangbare reden voor slechte prestaties hetgeen resulteert in een lage productie. Dit kan een negatief effect hebben op de standtijd en de spaanvorming.
- Een te hoge hex waarde zal de snijkant overbelasten, hetgeen tot breuk kan leiden.
Spaanverdunning maakt een hogere voeding mogelijk
Voeding per tand kan worden verhoogd in de drie volgende situaties, dankzij het spaanverdunnende effect:
- Gebruik frezen met rechte snijkant met instelhoeken lager dan 90°.
- Gebruik ronde wisselplaten of wisselplaten met grote radius, bij kleinere snedediepten, ap.
- Omtrekfrezen bij kleine radiale aangrijping, ae/De.
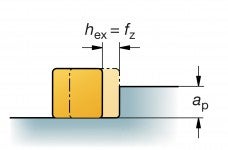
Spaandikteberekeningen voor wisselplaat met rechte snijkant
Met een 90 graden frees is de voeding per tand gelijk aan de maximale spaandikte (fz=hex). Verhoog bij het verlagen van de instelhoek de voeding per tand, om voor een gelijke spaandikte te zorgen.
KAPR=90°
KAPR=45°
KAPR=10°
Voorbeeld:
Indien maximum hex = 0.1 mm en KAPR = 45°
Aanbevolen voeding, fz = 1.4 x 0.1 = 0.14 mm/tand
| Instelhoek, KAPR | Modificatiefactor | fz (mm/tand) | ||
| hex (mm) | ||||
| min. 0.1 | start 0.15 | Max. 0.2 | ||
| 90° | 1,0 | 0.10 | 0.15 | 0.20 |
| 75° | 1,0 | 0.10 | 0.16 | 0.21 |
| 65° | 1.1 | 0.11 | 0.17 | 0.22 |
| 45° | 1.4 | 0,14 | 0.21 | 0.28 |
| 10° | 5.8 | 0.58 | 0.86 | 1.15 |
Bekijk hoeveel u de voeding per tand kunt verhogen op de 10 graden frees met hoge voeding. Dit omdat u de spaan verdunt met bijna een factor zes.
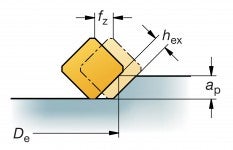
Spaandikteberekeningen voor ronde- en radiuswisselplaat frezen
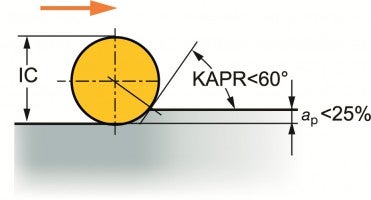
De spaandikte, hex, varieert met ronde wisselplaten, en hangt af van de instelhoek. Met lage ap/i C ratio's, kan de voeding aanzienlijk worden verhoogd om de spaandikte te vergroten tot een gewenst niveau.
De beste prestaties worden bereikt wanneer de instelhoek onder de 60 graden blijft en met een snedediepte die niet hoger is dan 25% x de wisselplaatdiameter. Voor grotere snededieptes is het gunstiger een 45 graden vierkante wisselplaat te gebruiken.
Ronde wisselplaten hebben een hogere maximale spaandikte-mogelijkheid dan oplossingen met een rechte snijkant, vanwege de sterkere wisselplaatvorm en langere snijlengte.
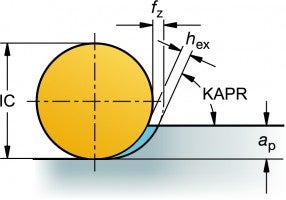
Ronde wisselplaten zijn uniek in die zin dat de spaandikte wijzigt afhankelijk van de snedediepte. Daarom moet u bij lagere snedediepten uw voeding verhogen om voor de juiste spaandikte te zorgen.
Spaandikteberekeningen voor omtrekfrezen
De hex varieert al naar gelang de freesdiameter en aangrijping en de radiale diepgang van een frees, ae/DC. Wanneer deze kleiner is dan 50%, wordt de maximale spaandikte gereduceerd relatief aan fz.
De voeding kan worden verhoogd door de modificatiewaarde in de onderstaande tabel, afhankelijk van de ratio, ae/DC.Voorbeeld:
DC 20 mm – ae = 2 mm, ae/DC = 10%
hex = 0.1 mm, fz = 0.17 mm/tand
| Breede van snijdiameterratio, ae/DC | Modificatiefactor | fz (mm/tand): | ||
| hex (mm) | ||||
| min. 0.1 | start 0.15 | Max. 0.2 | ||
| 50-100% | 1,0 | 0.10 | 0.15 | 0.20 |
| 25% | 1.16 | 0,12 | 0.17 | 0.23 |
| 20% | 1.25 | 0.13 | 0.19 | 0.25 |
| 15% | 1.4 | 0,14 | 0.21 | 0.28 |
| 10% | 1.66 | 0.17 | 0.25 | 0.33 |
| 5% | 2.3 | 0.23 | 0.34 | 0.46 |
Freespad en spaanvorming
Een juist freespad en een correcte spaanvorming bij het frezen zijn belangrijke factoren... chevron_right
Hoe te gebruiken
Aanbevelingen Instelhoek De instelhoek heeft een grote invloed op de spaanbeheersing... chevron_right
Frezen van inwendige hoeken
Voor het frezen van inwendige hoeken is een zorgvuldige afweging nodig omtrent de... chevron_right
Kopsteken
Bij het maken van een axiale groef op het kopvlak van een component is het belangrijk... chevron_right
