
Kopsteken

Bij het maken van een axiale groef op het kopvlak van een component is het belangrijk de juiste gereedschappen te kiezen. De buigradius van de groef bepaalt de curve van het gereedschap. Spaanverwijdering kan een probleem zijn bij kopsteken als gevolg van de gebogen groef. Spaanophoping in de groef kan leiden tot wisselplaatbreuk, hetgeen de procesveiligheid in gevaar brengt.
Kiezen van de juiste kopsteekgereedschappen
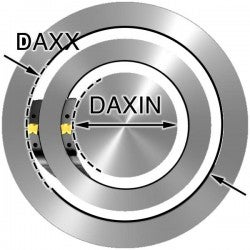
Diameterbereik (DAXIN en DAXX)
Kies het diameterbereik van de eerste snede (DAXIN en DAXX). Gebruik het gereedschap voor de grootste diameter welke past in uw groef. Een gereedschap voor een grotere diameter is minder gebogen en dus stijver en stabieler. Het geeft ook een betere spaanbeheersing.
Snedediepte (CDX)
Gebruik altijd een gereedschap met de kortst mogelijke snedediepte (CDX) voor een maximale stabiliteit.
Wisselplaatbreedte (CW)
Gebruik de breedste wisselplaat en gereedschap die te gebruiken zijn voor uw groef. Een bredere opname is stijver en geeft meer stabiliteit.

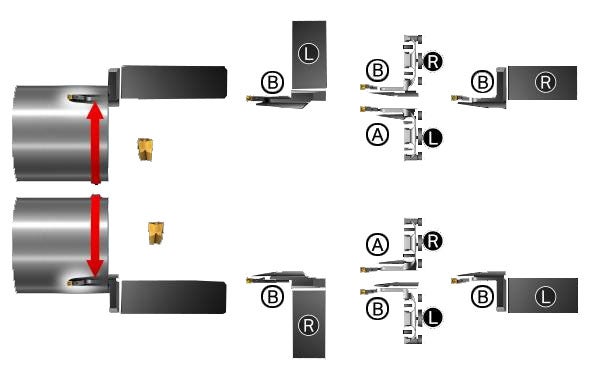
Links of rechts gereedschap en type van de curve
Kies het juiste gereedschap (A- of B-curve rechts of links gereedschap) is afhankelijk van uw machineconfiguratie en draairichting van het werkstuk:
- A-curve = voor inwendig bewerken
- B-curve = voor kopsteken naast naaf
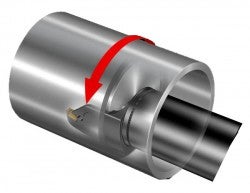
A curve
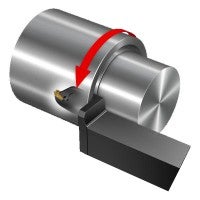
B curve
Aanbevolen gereedschapshouder
Afhankelijk van de kopsteekbewerking, moet u bij het kiezen van de juiste gereedschapshouder rekening houden met het volgende:
- Keuze van de machine-interface. Kies tussen een modulaire of massieve oplossing, zoals QS schacht
- 0°of 90°-opname
- Rechts of links gereedschap. Dit hangt af van uw voorgaande keuzen

0° opname

90° opname
Rechts of links?
Bepaal of u een rechts of links gereedschap nodig hebt, afhankelijk van uw eerdere keuzes.
Voor de beste resultaten in kopsteken wordt aanbevolen om een systeem te gebruiken dat specifiek voor deze bewerking is ontworpen zoals CoroCut QF. Ga voor meer advies over het kiezen van het juiste kopsteekgereedschap naar de specifieke productpagina, of gebruik de CoroPlus® ToolGuide.
Op maat gemaakte (TM) gereedschappen
Alle standaard kopsteekgereedschappen zijn ontwikkeld om een reeks van diameters voor de eerste snede af te dekken. Om een geoptimaliseerd gereedschap te verkrijgen voor de groef die bewerkt moet worden, is er de optie om te investeren in een Tailor Made gereedschapshouder. Dit blad is op maat gemaakt voor een bepaalde eerste snedediameter en heeft een gelijkmatige vorm, welke stijver is vergeleken met het standaard kommavormige blad (zie afbeelding). De snedediepte en de eerste snedediameter kunnen exact zo worden ingesteld als u wilt, hetgeen resulteert in een geoptimaliseerd gereedschap voor kopsteken.

Standaardopname
Grotere stijfheid van het gereedschap

Tailor made opname
Kiezen van de juiste kopsteekgereedschappen bij kotteren

Bij het maken van een axiale groef in een component is het belangrijk om de juiste gereedschapshouder voor de wisselplaat te kiezen. De gereedschapshouder moet zijn aangepast aan de buigradius van de groef en moet daarom gebogen zijn. Spaanbeheersing is essentieel bij kopsteken; de spaan moet lang genoeg zijn om niet vast komen te zitten in de groef, maar kort genoeg om niet rond het gereedschap of component vast te komen zitten.
Kopsteken
Strategieën
Voorbewerken
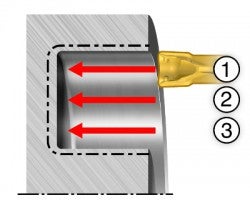
Begin altijd met de grootste diameter (1) en werk naar binnen toe. Bij deze stap wordt de voorkeur gegeven aan een continue spaan, om te voorkomen dat spanen vast komen te zitten in de nauwe groef. Gebruik pecking of microstops als u kortere spanen moet hebben. Volgende sneden (2, 3) moeten 0,5‒0,8 × wisselplaatbreedte zijn. Aangezien spanen er op dit punt gemakkelijker uitkomen, kunt u de voeding verhogen met 30‒50%. Gewoonlijk krijgt u kortere spanen bij deze stappen.
Diepe groeven
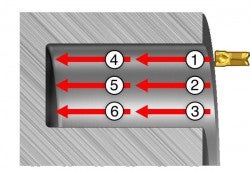
Bij het aanbrengen van diepe groeven (>25 mm (0,984 inch)) is het raadzaam om dit in twee stappen te doen:
- Breng een groef aan met 50% diepte en de gewenste breedte (1, 2, 3)
- Werk verder tot de vereiste diepte (4, 5, 6)
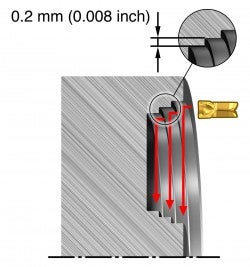
Voorbewerken met zijwaarts draaien
p
Zijwaarts draaien geeft een betere spaanbeheersing en spaanbreking. Start op de grootste diameter en werk naar het midden. Geen voeding vanaf en tegen de rand, laat stappen van 0,2 mm (0,008 inch) tussen de invoedingen. Zijwaarts draaien is een stabieler proces dan snijden met axiale voeding. Gebruik zijwaarts draaien om trillingen te voorkomen. Houd er rekening mee dat zijwaarts draaien minder productief is dan axiale sneden, vanwege de geringere diepte van de snede (a).
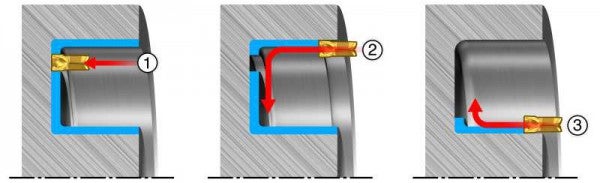
Nabewerken
Een goede spaanbeheersing is altijd lastig bij het nabewerken, met name bij het nabewerken van bredere groeven. Het is belangrijk om het materiaal in drie sneden te verwijderen.
- Maak een eerste axiale snede dichtbij de hoekradius op de grootste diameter
- Start de tweede snede op de grootste diameter en bewerk tot de hoekradius op de binnendiameter
- De derde snede werkt de binnendiameter en de hoekradius af
Precisiekoelmiddel

Gebruik kopsteekgereedschappen met toevoer van precisiekoelmiddel, zelfs als de max. koelmiddeldruk in uw machine laag is (7‒10 bar (102-145 psi)). Precisiekoelmiddel verbetert de spaanafvoer en verkleint het risico dat de spaan in de groef vastklemt, vooral bij diepere groeven. Gebruik een zo hoog mogelijke koelmiddeldruk (tot 80 bar (1160 psi)) voor een betere spaanbeheersing en -afvoer.
Toepassen van kotteren
Om een geoptimaliseerd kotterproces te realiseren, moet met verschillende factoren... chevron_right
Gereedschapsconfiguratie
een goede kwaliteit bij het afsteken en groefsteken is grotendeels afhankelijk van... chevron_right
Hoe de juiste draaiwisselplaat te kiezen
Er zijn veel parameters om rekening mee te houden bij het kiezen van een draaiwisselplaat.... chevron_right
Hoe te gebruiken
A-curve Voor inwendig bewerken B-curve Voor kopgroeven naast naaf Gebruik het... chevron_right
