
Verwijden van een gat door te frezen
Een bestaand gat kan worden verwijd door circulair hellend frezen of circulair frezen.
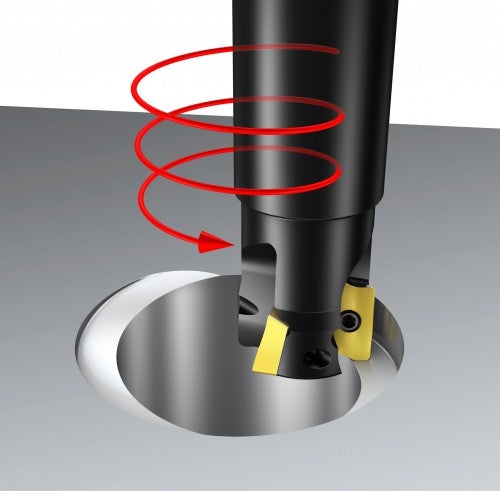
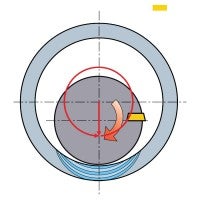
Circulair hellend frezen
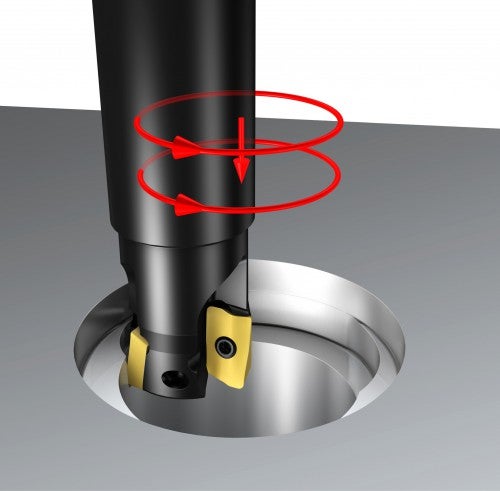
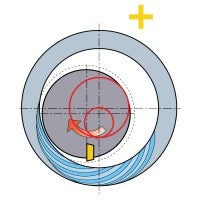
Circulair frezen
Circulair hellend frezen – 3 assen
- Constant hellend frezen.
- Geen intrede of uitreden.
- Frees constant in snede.
- Hellend frezende werking – ondersnijden.
Eerste keuze:
- De diepte van het gat is groter dan de maximum ap voor gereedschap.
- Beste gatconcentriciteit en rondheid.
- In trillingsgevoelige toepassingen.

Circulair frezen– 2 assen
Circulair frezen is een alternatieve methode voor het traditioneel gebruik van kottergereedschappen. Circulair frezen kan worden uitgevoerd door het bewegen van de meeste 90 graden frezen in een circulair gereedschapspad.
- Constante Z.
- Intreden en uittreden voor elk niveau.
- In de snede draaien moet worden geprogrammeerd.
- Gattolerantie bij kotteren is niet zo goed als bij circulair frezen.
- Stapmarkeringen bij elke gang.
Eerste keuze:
- Programmeer het gereedschapspad meer dan 360 graden om stapmarkeringen te voorkomen.
- Er is slechts één gang nodig. Frees met hoge ap capaciteit.Ondiep gat.
- Hellend frezen mogelijkheid matig of niet aanwezig – lange snijkant zonder axiale ondersteuning.
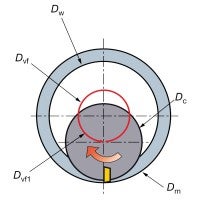
Berekenen van de voeding
Voeding moet worden gereduceerd vanwege:
- Verhoogde ae ten opzichte van recht snijden, hetgeen het spaanverdunningseffect reduceert.
- De perifere voeding van het gereedschap is groter dan de centrumvoeding.
- Berekende voeding gebaseerd op Dvf.
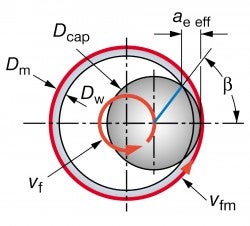
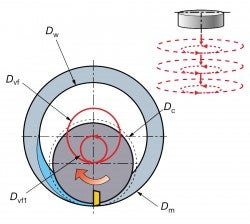
Intrede in de snede
Het in de snede draaien waarborgt dunne spanen bij het uittreden. Lage aangrijpingshoek reduceert trillingen en waarborgt een hoge productiviteit.
Frezen van gaten en holtes/uitsparingen
Twee-assen lineair hellend frezen. Circulair infrezen. Breder maken van een gat. Circulair... chevron_right
Spiraalvormige interpolatie
Wat is circulair hellend frezen met wisselplaatboren? Een roterend gereedschap maakt... chevron_right
Hellend frezen: Twee assen lineair en circulair
Wat is succesvol hellend frezen? Lineair hellend frezen is een algemeen gebruikte,... chevron_right
Gesloten holtes of hoeken
Gesloten hoeken; minder dan 90 graden, zijn veelvoorkomende componentkenmerken in... chevron_right
