
Freespad en spaanvorming bij frezen
Een juist freespad en een correcte spaanvorming bij het frezen zijn belangrijke factoren om een betrouwbare snijkant en een betere standtijd te garanderen.
Elke snijkant van een frees, in een radiale richting, grijpt onderbroken met het werkstuk aan. Er zijn drie verschillende fasen bij elke aangrijping waar rekening mee moet worden gehouden:
1. Intrede in de snede.
2. Aangrijphoek in snede.
3. Uittreding van snede.
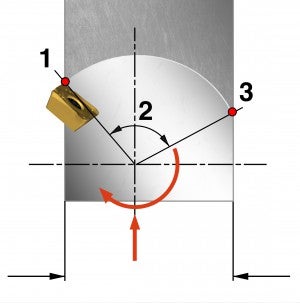
Intrede in de snede
Bij het gebruik van hardmetaal wisselplaten, is de intrede in de snede het minst gevoelige deel van de drie snijfasen. Hardmetaal kan de comprimerende belastingen bij het intreden goed verwerken.
Uittreding van snede
Het uittreden uit het werkstuk is het meest gevoelige deel van de drie snijfasen.
Probeer bij het frezen altijd dikke spaanvorming bij uittreden te voorkomen. Een dikke spaanvorming zal vaak leiden tot een drastische afname in de standtijd bij het gebruik van hardmetalen wisselplaten. De spaan heeft geen ondersteuning bij het eindpunt van de snede en probeert te buigen, hetgeen een treksterkte op het hardmetaal genereert welke een breuk op de snijkant kan veroorzaken.

Aangrijphoek in snede
- De maximum mogelijke aangrijphoek is 180° (ae = 100% DC) bij sleuffrezen.
- Voor nabewerkingsfrezen kan de hoek heel klein zijn.
- De soortvereisten zijn zeer uiteenlopend, afhankelijk van het percentage van radiale diepgang, ae/DC.
- Hoe groter de aangrijphoek, des te meer hitte wordt overgedragen naar de snijkant.
- Met een grote aangrijphoek, bieden CVD gecoate soorten de beste hittebarrière.
- Met een kleinere aangrijphoek, is de spaandikte normaal gesproken kleiner en de scherpere snijkant op PVD gecoate soorten genereren minder hitte en reduceren de snijkrachten.
Grote (max.) aangrijphoek
- Lange tijd in snede.
- Hoge radiale krachten.
- Meer hitte gegenereerd.
- CVD-gecoate soorten.
Kleine aangrijphoek
- Korte tijd in snede en minder hitte zorgt voor hogere vc.
- Dunnere spanen maken een hogere fz mogelijk.
- Scherpe snijkanten.
- PVD-gecoate soorten.
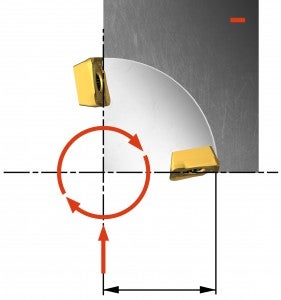
Het werkstuk binnentreden
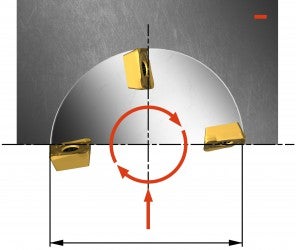
Wanneer de frees is geprogrammeerd om het werkstuk recht binnen te dringen, dan worden dikke spanen geproduceerd bij het uittreden totdat de frees volledig aangrijpt. Dit kan leiden tot een dramatische afname van de standtijd, vooral in hardere staalsoorten, titanium en hittebestendige legeringen. Ook vanuit het oogpunt van trillingen, is het essentieel om het werkstuk soepel in te treden.
Er zijn twee manieren om de standtijd te verhogen:1. Voeding verlagen
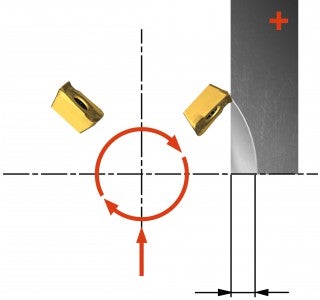
Voeding met 50% reduceren totdat de frees volledig aangrijpt.2. In de snede draaien
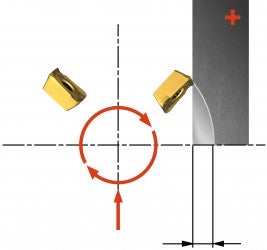
Programmeer het intreden in een rechtsom beweging (linksom zal het spaandikteprobleem niet oplossen). Door in de snede te draaien, is de spaandikte bij het uittreden altijd nul waardoor een hogere voeding en een langere standtijd mogelijk is.
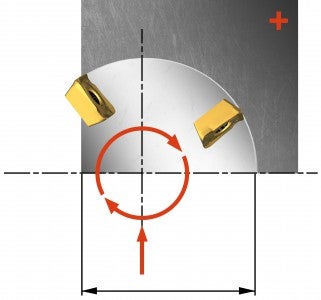
Freespositie
Positioneer de frees uit het midden – naar links – om een dikkere spaan te realiseren bij intrede en een dunne spaan bij uittreden (meelopend frezen methode). Een constantere en gunstigere richting van de snijkrachten wordt verkregen, waardoor de neigingen tot trillingen worden geminimaliseerd.
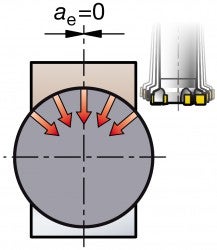
Wanneer de frees symmetrisch op de hartlijn wordt gepositioneerd, dan worden dikke spanen gegenereerd bij het uittreden en is er een hogere kans op trillingsneigingen.
De freesdiameter, DC, moet 20-50% groter zijn dan de snedebreedte, ae.
Er moet ook rekening worden gehouden met het beschikbaar spilvermogen omdat dit ook invloed heeft op de keuze van de vertanding.
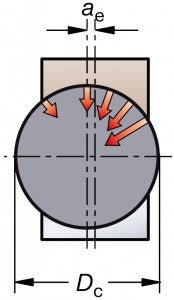
De frees Dc moet +20–50% groter zijn dan
ae en deze moet uit het midden worden gepositioneerd.
Frees op de middenlijn kan
trillingen genereren.
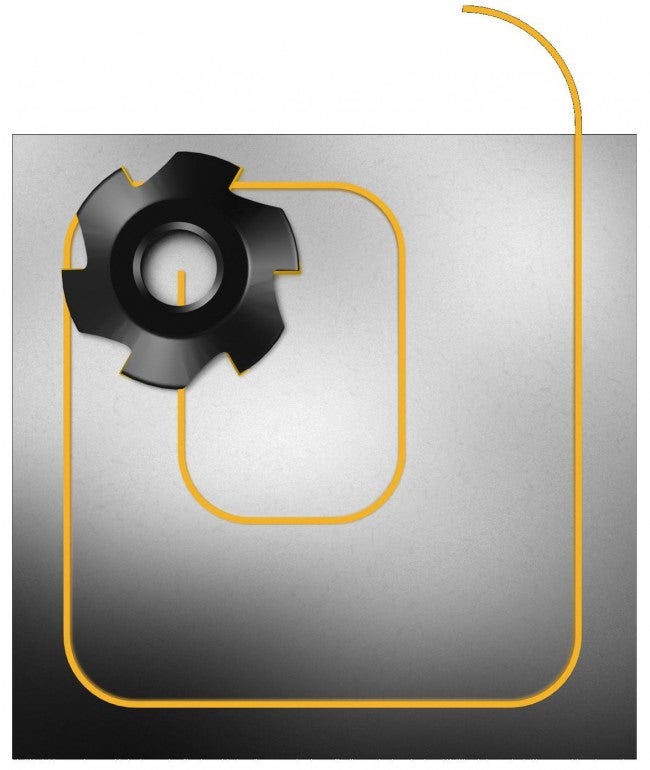
Houd de frees in snede
Abrupte wijziging in richting in een snede zullen leiden tot dikke spanen bij het uittreden. Volg deze aanbevelingen op voor een betrouwbaar en geoptimaliseerd freesproces:
- Houd de frees constant in snede.
- Rol rond alle hoeken.
- De snedebreedte, ae, moet 70% van DC zijn om de maximale dekking van de hoek te waarborgen.
- Bij omtrekfrezen, rond de uitwendige hoeken rollen.
- Programmeer rond onderbrekingen en gaten indien mogelijk.
Meelopend frezen versus tegenlopend frezen
Elke keer dat een freessnijkant in een snede intreedt, wordt deze onderworpen aan... chevron_right
Probleemoplossing
Tips voor het oplossen van freesproblemen met trillingen, spaanophoping, hersnijden... chevron_right
Hoe de freesvertanding kiezen
Bij het selecteren van het meest geschikte aantal effectieve snijkanten ( z c )... chevron_right
Frezen van inwendige hoeken
Voor het frezen van inwendige hoeken is een zorgvuldige afweging nodig omtrent de... chevron_right
