
Plungefrezen
Wat is succesvol plungefrezen?
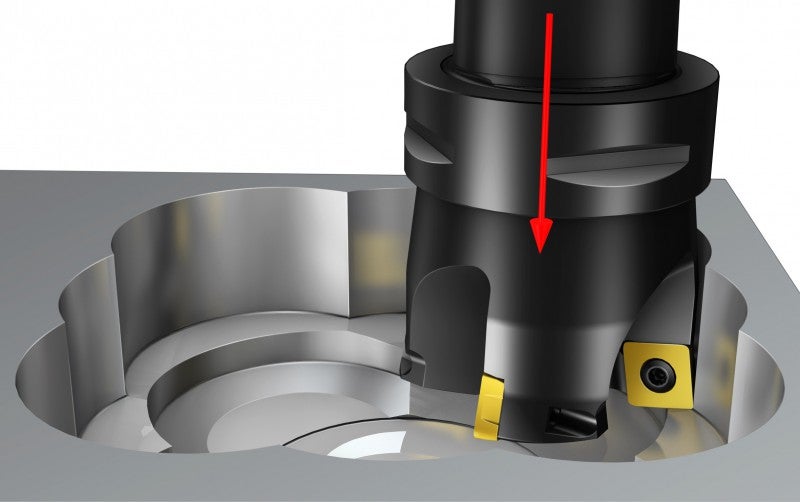
Bij plungefrezen, wordt het snijden uitgevoerd aan het uiteinde van het gereedschap in plaats van aan de omtrek, hetgeen gunstig is vanwege de verandering in richting van de snijkrachten van overwegend radiaal naar axiaal. Over het algemeen is plungefrezen een alternatieve methode wanneer zijfrezen niet mogelijk is vanwege trillingen.
Bijvoorbeeld:
- Wanneer de gereedschapuitsteeklengte groter is dan 4 x DC.
- Wanneer de stabiliteit slecht is.
- Voor semi-nabewerken in hoeken.
- Voor moeilijk te snijden materiaal zoals titanium.
Het kan ook een alternatief zijn wanneer het machinevermogen of -koppel een beperking is.
Opmerking: Onder gunstige omstandigheden is plungefrezen niet de eerste keuze vanwege een lager verspaningsvolume.
Keuze van gereedschappen
De freesselectie wordt voornamelijk bepaald door de diameter.
Plungeboren
Plungebewerkingen met boorgereedschappen kan doelmatiger zijn tot ca. DC = 35 mm, zie Boren.
Hoe plungefrezen toe te passen
Snijproces
Plungefrezen verschilt aanzienlijk van traditioneel frezen. Het maakt gebruik van het uiteinde van het gereedschap in plaats van de omtrek, hetgeen een gunstige uitwerking heeft op de richting van de snijkrachten van overwegend radiaal naar axiaal. Het kan worden vergeleken met een kotterbewerking met onderbroken sneden.
Opgenomen vermogen en geluidsproductie zijn laag.
Plungefrezen = onderbroken kotteren.
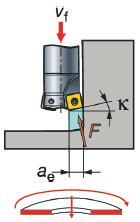
Axiale snijkrachten
Traditioneel frezen.
Hoofdzakelijk radiale krachten.
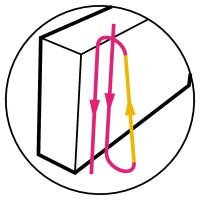

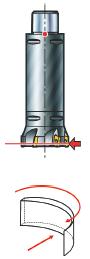
= programmeer tafelvoeding

= snelle zijwaartse beweging
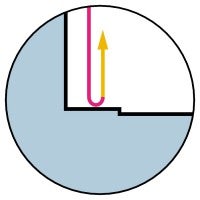
Vermijd het hersnijden bij het teruggaan. Verlaag geleidelijk de insteekdiepte.
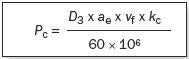
Opgenomen vermogen berekening.
Voeding bij plungefrezen
| Voeding bij plungefrezen | ||
| Wisselplaatgrootte | Uitsteeklengte < 3xDC | Uitsteeklengte > 3xDC |
| 9 | fz = 0.15 (0.10 - 0.20) | fz = 0.10 (0.08 – 0.15) |
| 14 | fz = 0.20 (0.10 - 0.25) | fz = 0.15 (0.10 - 0.20) |
Overmaatse frees L ≤ 3xDC
| iC | max ae |
| 9 | 8 |
| 14 | 13 |
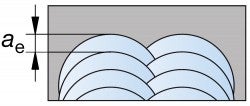
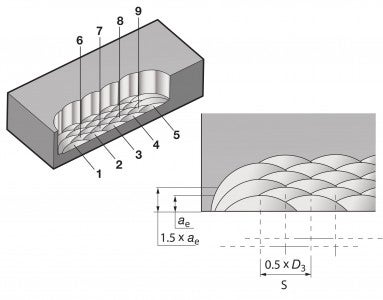
s = 75% DC
Overmaatse frees L ≥ 3xDC
| iC | max ae |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
ae = max voor wisselplaat
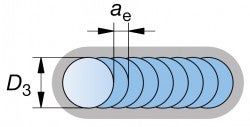
Zij verplaatsing s = X % DC
* S is gereedschapuitsteeklengtespecifiek
Tips voor het plungefrezen
- Een horizontale machine vergemakkelijkt de spaanafvoer.
- Begin te frezen aan de onderkant en werk naar boven.
- Gebruik snijvloeistof of perslucht om de spaanafvoer te ondersteunen.
- Vergeleken met de traditionele methoden vereist plungefrezen een lagere voeding per tand.
- Zorg ervoor dat er meer dan één tand in snede is.
- Gebruik extra dichtvertande frezen.
- Gebruik maximum ae – afhankelijk van de wisselplaatgrootte.
- Gebruik s = 0.75 x DC bij het zijwaarts verplaatsen.
- Reduceer geleidelijk de insteekdiepte om de trilling te minimaliseren.
- Gebruik een "hook program" om het hersnijden bij de retourslag te vermijden. Zorg voor een voedingsbeweging van 1 mm van de wand weg aan het einde van de snede.
- Opmerking: Een boorcyclus wordt niet aanbevolen vanwege het hersnijden, hetgeen trilling kan veroorzaken tijdens het terugtrekken.
- Streef erna om een constante toegift te houden voor een volgende nabewerking.
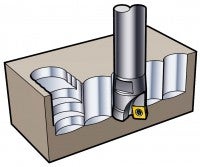
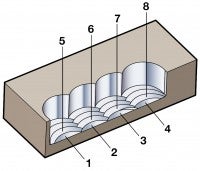
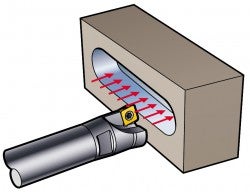
Sleuven
- Plungen is een effectieve techniek voor het bewerken van diepe en gesloten sleuven.
- Spaanafvoer wordt essentieel. Een horizontale opstelling en het gebruik van snijvloeistof of perslucht zal dit proces ondersteunen.
- Een boor wordt aanbevolen voor diepe en smalle sleuven, omdat dit de beste spaanafvoer en hoogste step-over waarde biedt.
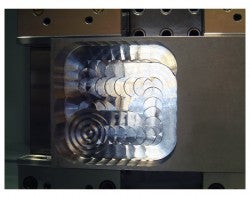
Uitsparingen/zittingen
- Spaanafvoer is kritisch, net als bij sleuffrezen van gesloten sleuven.
- Gebruik een horizontale opstelling en snijvloeistof of perslucht.
- Spaanafvoer kan verder worden verbeterd door het boren van het grootste mogelijke startgat. 1.5 x DC wordt aanbevolen.
- Reduceer de voeding in de eerste twee plunge-stappen.
- Beweeg zijdelings en probeer volledig sleuffrezen te vermijden.
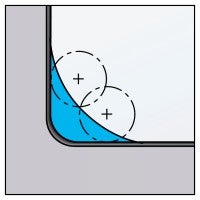
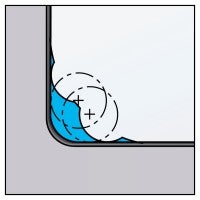
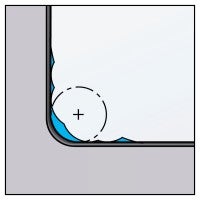
Hoeken
Plungefrezen van de resterende toegift (restfrezen) na voorbewerken in diepe 90 graden hoeken kan gunstig zijn.
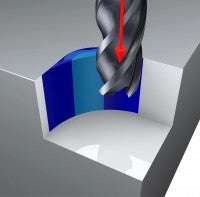
DC = 12.7 mm
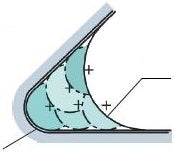
Startradius = 16 mm
Eindradius = 6 mm
Bewerken van hoeken
Plungeboren
Wat is plungeboren? Plungeboren is een effectieve methode voor het voorbewerken... chevron_right
Frezen van gaten en holtes/uitsparingen
Twee-assen lineair hellend frezen. Circulair infrezen. Breder maken van een gat. Circulair... chevron_right
Groef- of sleuffrezen
Groef- of sleuffrezen is een bewerking waarbij schijffrezen vaak de voorkeur geniet... chevron_right
Freespad en spaanvorming
Een juist freespad en een correcte spaanvorming bij het frezen zijn belangrijke factoren... chevron_right
