
Hoekfrezen
Hoekfrezen omvat:
- Hoek / vlakfrezen
- Afkantfrezen van opstaande kanten
- Hoekfrezen van dunne afbuigende wanden
Hoek / vlakfrezen

Wat is succesvol hoek / vlakfrezen?
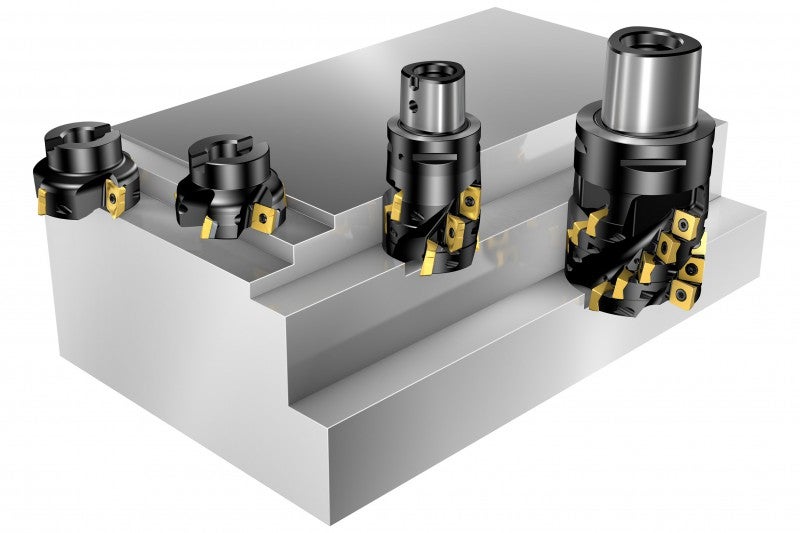
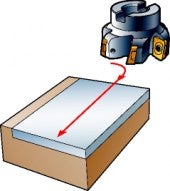
Hoekfrezen genereert twee vlakken tegelijkertijd, frezen van opstaande kanten in combinatie met vlakfrezen. Het realiseren van een goede hoek van negentig graden is één van de belangrijkste criteria. Hoekfrezen kan worden uitgevoerd met traditionele hoekfrezen, evenals met vingerfrezen, lange snijkantsfrezen en schijffrezen. Vanwege deze talloze opties, is het essentieel de operationele vereisten zorgvuldig te bekijken teneinde een optimale keuze te maken.
Keuze van gereedschappen
Hoekfrezen
Hoekfrezen van conventionele ontwerpen zijn vaak in staat om “echte”, 90 graden ondiepe hoeken te frezen. Veel hoekfrezen zijn universele frezen, en kunnen goed worden gebruikt om gaten te maken. Ze bieden een goed alternatief voor vlakfrezen bij het frezen van axiaal afbuigende oppervlakken of voor het frezen dichtbij verticale vlakken.
Vingerfrezen
De wisselplaat- en volhardmetalen vingerfrezen bieden goede oplossingen voor hoeken die toegankelijkheid nodig hebben.
Lange snijkantsfrezen
Lange snijkantsfrezen worden over het algemeen gebruikt oor het frezen van diepere hoeken.
Hoe te gebruiken
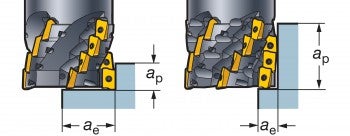
Frezen van ondiepe hoeken
Deze vaak gebruikte bewerking wordt over het algemeen uitgevoerd door hoekfrezen en vingerfrezen. Een ondiepe snede maakt een grotere radiale snede mogelijk. Vaak kunnen deze frezen vlakfrezen vervangen, met name wanneer de axiale druk op het component een beperking is en wanneer er een vraag is voor toegankelijkheid dicht bij verticale vlakken of bevestigingssecties. Overgedimenstioneerde hoekfreesopties bieden optimale toegankelijkheid bij het frezen van ondiepe hoeken die zich diep in het werkstuk bevinden.

Frezen van diepe schouders
Gebruik herhaalde stappen met hoekfrezen en vingerfrezen. Om oppervlaktefouten te minimaliseren, schulpranden en transitieranden te minimaliseren tussen de stappen, is een frees met hoge nauwkeurigheid die in staat is echte 90º hoeken te maken een absolute vereiste. Wanneer de opstaande kant kleiner is dan 75% van de snijkantlengte, dan behoeft de kwaliteit van het verticale vlak doorgaans geen extra nabewerking.
Gebruik één enkele stap met een lange snijkantfrees
Een lange snijkantfrees is een goede oplossing voor diepere, grotere en doorgaans zwaardere hoekfreesbewerkingen. Ze kennen een hoge verspanend vermogen, en worden doorgaans gebruikt voor grof frezen omdat het resulterende oppervlak wordt gekenmerkt door zijvlakfrezen bij hoge voedingen.
Deze frezen stellen veel eisen aan:
- Stabiliteit
- Spilconditie
- Spaanverwijdering
- Opspangereedschappen
- Vermogen
Radiale krachten zijn aanzienlijk, waardoor dit een lastige zijvlakfreestoepassing is.
Kortere lange snijkantsfrezen zijn geschikt voor:
- Radiaal grote, maar ondiepe hoeken.
- Volledige sleuven bij een diepte gelijk aan de diameter, hetgeen machinebeperkingen kan compenseren
Langere versies zijn bedoeld voor:
- Frezen van hoeken met gematigde radiale diepte.
- Afkanten in krachtige, stabiele machines
Frezen van diepliggende schouders

Overgedimensioneerde hoekfreesopties bieden optimale toegankelijkheid bij het frezen van ondiepe hoeken die zich diep in het werkstuk bevinden. Gebruik voor die schouders zie zijn gelokaliseerd op nog grotere diepten, verlengingen met de Coromant Capto koppeling. Lange snijkantsfrezen zijn ook beschikbaar in overgedimensioneerde versies, voor diepliggende schouders. Echter, de radiale snedediepten zijn beperkter.
Toepassings-checklist en tips
- Meelopend frezen is altijd de eerste keuze, en dit is vooral van belang voor hoekfrezen vanwege de 90° instelhoek
- Het bewerken moet worden gedaan op dusdanige manier dat de snijkrachten in de richting van de steunpunten van de opspanning worden geleid, voor zover dit mogelijk is. Tegenlopend frezen kan daarom een gunstig alternatief zijn in sommige gevallen
- De keuze van de freesvertanding is afhankelijk van de stabiliteit van het hele systeem, inclusief: het bewerkingsgereedschap, het werkstuk en de opspanning, evenals het werkstukmateriaal
- In ISO 40 machines en kleiner, worden frezen met grove vertanding aanbevolen, vanwege de beperkte stabiliteit
- Frezen met grove vertanding worden ook aanbevolen voor het bewerken van componenten hoog gemonteerd op een kubusvormige bevestiging
- De positionering van de frees op het werkstuk is extreem belangrijk en moet extra aandacht krijgen
- Wanneer Dc/ae >10, dan moet de voeding, fz worden aangepast overeenkomstig de hex waarde, om een goed resultaat te bereiken en te voorkomen dat de snijkant beschadigd raakt
- Wanneer de hoekdiepte kleiner is dan 75% van de snijkantlengte, dan behoeft de kwaliteit van het verticale vlak doorgaans geen extra nabewerking
- Kies een taaiere hardmetalen wisselplaatsoort dan die voor vlakfrezen
- Wanneer lange snijkantsfrezen worden gebruikt, dan zijn de condities veeleisend en kan het daarom noodzakelijk zijn dat een nog taaiere soort nodig is
- Hoe dieper de snede, des te belangrijker het is een lagere snijsnelheid te kiezen om trillingen te voorkomen
- Wanneer trillingen optreden, verlaag dan vc en verhoog fz, en vergelijk met de aanbevolen hex waarde!
- Zorg er voor dat er voldoende machinevermogen beschikbaar is voor de gekozen snijgegevens
Opspangereedschappen
- Let vooral op de vermogensvereisten bij het uitvoeren van grote sneden, vooral met lange snijkantsfrezen
- De gereedschapsbevestiging heeft de grootste invloed op het freesresultaat voor frezen kleiner dan 50 mm
- Hoe groter de snedediepte, des te belangrijker de grootte en stabiliteit van de koppeling wordt: omdat de radiale krachten aanzienlijk zijn bij het gebruik van hoekfrezen, vooral bij lange snijkantsfrezen
- Coromant Capto koppelingen bieden optimale stabiliteit en de kleinste afbuiging voor alle typen frezen – vooral belangrijk bij lange of verlengde gereedschappen
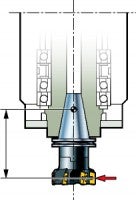
In de snede draaien
- Soepele intredes in de snede zijn van essentieel belang om trillingen te voorkomen en de levensduur van het gereedschap te verlengen, vooral bij het frezen van hoeken
- Programmeer de frees om in de snede te rollen; genereer altijd een spaandikte bij het uittreden die nul is: samen zorgt dit voor zowel een hogere voeding als een langere standtijd
- Deze methode is vooral geschikt voor toepassingen, waarbij u freest rond uitwendige hoeken, omdat het scherpe veranderingen in de snede voorkomt
- Houd de frees aangegrepen in een continue snede
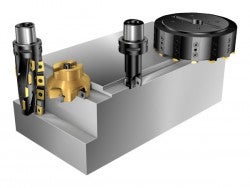
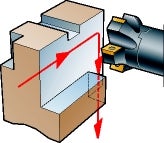
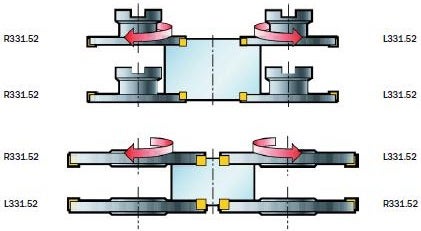
Het frezen van hoeken, gebruik makend van schijffrezen
Schijffrezen worden ook gebruikt voor het frezen van hoeken, vooral wanneer de configuratie smal is, maar radiaal breed. Deze frezen zijn vaak de enige oplossing voor het omgekeerd vlakken van verborgen hoeken en vlakken.
| Rechts | Links |
 |
Afkantfrezen van opstaande kanten

Wat is succesvol afkanten bij omtrekfrezen?
Het bewerken van een rand is in feite een zijvlakfreesbewerking, toegepast in contouring gereedschapsgangen. Zijvlakfrezen en afkanten zijn opties van omtrekfrezen.
Keuze van gereedschappen

- Dunne opstaande randen worden over het algemeen geproduceerd door vingerfrezen, terwijl diepere of dikkere randen worden geproduceerd door vingerfrezen waarbij herhaalde “hoekfrees” stappen worden gebruikt, of door lange snijkantsfrezen in één enkele stap
- Hoeken met een diepte van twee keer de diameter worden effectief bewerkt met lange snijkantsfrezen of volhardmetalen frezen. Voor dergelijke diepe hoeken, of dikke componentranden, wordt een radiale snedediepte van 0,5 keer de diameter aanbevolen
- Schijffrezen kunnen ook worden gebruikt voor afkanten of omtrekfrezen
- Een grote spiraalhoek, bijvoorbeeld, garandeert voldoende tanden in de snede en een soepele verspaning voor het kantfrezen bij kleine radiale snijdieptes
- Een dichtvertand of extra dichtvertand type frees is vooral geschikt voor afkanten. Dit geldt ook bij het frezen van dunnere randen of ondiepe opstaande randen met 90º vingerfrezen
Hoe te gebruiken
Oppervlaktetextuur – radiaal gegenereerd
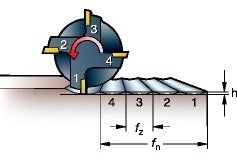
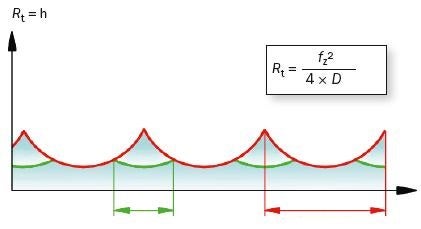
Wanneer er geen rondloop in de frees is, dan is de ribbelhoogte, h,
net zo hoog en kan worden berekend aan de hand van de formule:
Profieldiepte / ribbelhoogte
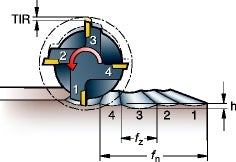
Wanneer er sprake is van een rondloop in de frees, dan zal de voeding per tand, fz,
en dus ook de ribbelhoogte, h, variëren, afhankelijk van de TIR.
 | |
| fz | fz run-out |
Zoals reeds genoemd, zal de oppervlaktetextuur en de neiging tot klimmen de voeding wellicht beperken, vooral wanneer de radiale snedediepte klein is.
Wanneer de zijkant van een vingerfrees wordt gebruikt om een profiel te frezen, dan wordt een serie ‘ribbelhoogtes’ gegenereerd. De ribbelhoogte, - h, wordt bepaald door:
- Freesdiameter, Dc
- Voeding per tand, fz
- Gereedschapsindicator uitlezing van de rondloop, TIR
Wisselplaatfrezen zullen altijd een hogere TIR hebben dan volhardmetalen frezen. Tevens geldt, hoe groter de freesdiameter, des te groter het aantal tanden, hetgeen de afstand tussen de hoge en lage plekken op de ribbelhoogte zal doen toenemen.
Voor de beste oppervlakte-afwerking:
- Gebruik een volhardmetalen frees
- Gebruik een spantanghouder met hoge precisie met Coromant Capto koppeling
- De kortst mogelijke uitsteeklengte
Voedingsaanbeveling (negeer hex):
- Wisselplaatfrezen, startwaarde fz = 0.15 mm/tand
- Volhardmetalen frezen, startwaarde fz = 0.10 mm/tand
Opmerking: De slechtste oppervlaktewaarde wordt bereikt wanneer slechts één snijkant het oppervlak genereert, vanwege een slechte rondloop van de frees.
Toepassings-checklist en tips
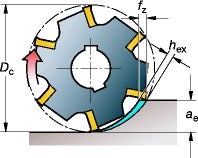
- Een kritische factor in omtrekfrezen is het bereiken van een geschikte voeding per tand, fz
- De voedingswaarde, fz, moet compenseren voor de freesaangrijping, welke de spaandikte beïnvloed
- Voeding per tand, fz, moet worden vermenigvuldigd met de wijzigingsfactor. Dit resulteert in een hogere voeding met een kleinere aangrijpingsboog, en waarborgt tegelijkertijd dat de spaandikte groot genoeg is. Echter het kan zijn dat de wijzigingsfactor niet altijd volledig van toepassing is: oppervlaktetextuur en klimneigingen kunnen de voeding beperken
Hoekfrezen van dunne afbuigende wanden

Voor het hoekfrezen van:
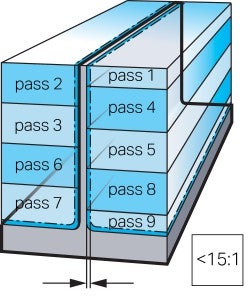
- Kleine hoogte - dikte ratio < 15:1:
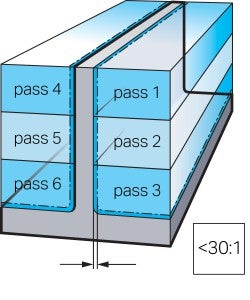
- Gemiddelde hoogte - dikte ratio < 30:1
- Zeer grote hoogte tot dikte ratio > 30:1
- Dunwandige voet

Overwegingen:
- Bewerkingsstrategieën voor dunwandige secties zullen variëren, afhankelijk van hoogte en dikte van de wand
- Het aantal passen wordt in alle gevallen bepaald door de wandafmetingen en de axiale snedediepte
- Houd rekening met de stabiliteit van zowel de frees als de wand
- Gebruik van hoge snelheidstechnieken, d.w.z. kleine ap/ae en hoge vc, maakt frezen mogelijk van dunne wanden, omdat ze de tijd van aangrijping van het gereedschap reduceren en dus ook de impuls en afbuiging.
- Meelopend frezen moet worden gebruikt
- Dezelfde methoden worden gebruikt voor het frezen van aluminium en titanium
Kleine hoogte - dikte ratio < 15:1:
De passen moeten in een zig zag pad worden uitgevoerd.
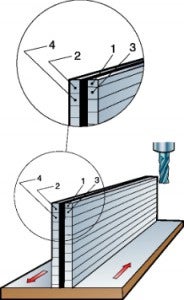
Frezen van "dunne wanden":
- Bewerk één zijde van de wand in niet overlappende passen
- Herhaal aan de tegenoverliggende zijde
- Laat een toeslag aan beide zijden voor de nabewerking
Gemiddelde hoogte - dikte ratio < 30:1
"Waterline" frezen:
- Aan afwisselende zijden, bewerking tot bepaalde diepten, in niet overlappende stappen
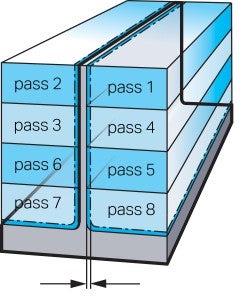
Getrapt ondersteund frezen:
- Een gelijksoortige benadering, maar met overlap tussen stappen aan tegenoverliggende zijden van de wand: dit biedt meer steun aan het punt dat wordt bewerkt. De eerste stap met een gereduceerde snedediepte, ap/2 zijn
- Laat in beide gevallen een toeslag aan beide zijden van 0.2 – 1.0 mm voor nabewerken
Zeer grote hoogte tot dikte ratio > 30:1
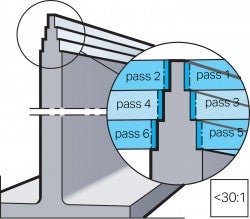
Benader, naast het wisselen van zijden van de wand bij het bewerken, de gewenste wanddikte in fasen, m.b.v. een "kerstboom" proces.
- De dunnere sectie wordt altijd ondersteund door de dikkere secties eronder terwijl ze worden bewerkt
- Beweeg langs de wand naar beneden op deze stapsgewijze manier
Dunne wanden
Nabewerkingstoeslag
Waterline
Nabewerkingstoeslag
Dunne wanden
Nabewerkingstoeslag
Hoekfrezen van dunwandige basis
Bewerken van dunne basis:
- Gebruik circulair hellend frezen in het midden van het basisgebied tot de gewenste diepte
- Frees naar buiten in een cirkelvormig hellend pad vanaf dat punt
Dit omvat het frezen van een oppervlak, waarvan de tegenoverliggende zijde reeds is bewerkt:
- Gebruik een gereedschap met een minimum aantal snijdende wisselplaten
- Oefen zo weinig mogelijk contactdruk uit aan deze kant als haalbaar is
Wanneer het werkstuk een gat heeft in het midden van de basis:
- Laat een steunpoot achter bij het bewerken van de eerste zijde
- Bewerk de tweede zijde
- Verwijder de steunpoot nadat beide zijden zijn afgerond
Frezen van inwendige hoeken
Voor het frezen van inwendige hoeken is een zorgvuldige afweging nodig omtrent de... chevron_right
Gesloten holtes of hoeken
Gesloten hoeken; minder dan 90 graden, zijn veelvoorkomende componentkenmerken in... chevron_right
Groef- of sleuffrezen
Groef- of sleuffrezen is een bewerking waarbij schijffrezen vaak de voorkeur geniet... chevron_right
Frezen van gaten en holtes/uitsparingen
Twee-assen lineair hellend frezen. Circulair infrezen. Breder maken van een gat. Circulair... chevron_right
