
Frezen van inwendige hoeken
Voor het frezen van inwendige hoeken is een zorgvuldige afweging nodig omtrent de geschikte hoek van de freesaangrijping, alsmede de juist voedingssnelheid.
Overwegingen
- Bij het voeden van de frees in interne hoeken, zal de radiale aangrijphoek toenemen en extra eisen stellen aan de snijkant.
- Vaak wordt het proces instabiel, hetgeen leidt tot trillingen en een onbetrouwbaar proces.
- Variabele snijkrachten leiden vaak tot ondersnijding van de hoek.
- Er bestaat een risico op uitbrokkeling van de gereedschapssnijkanten, of een volledig defect van het gereedschap.
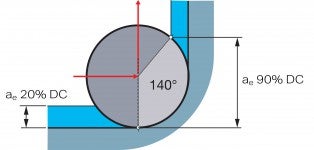
Traditioneel hoekfrezen
Hoekradius = 50% x DC
Oplossing – beperk de aangrijphoek
Gebruik een geprogrammeerde radius (circulair frezen) om de aangrijphoek te reduceren en een radiale snede om de trillingsneigingen te reduceren, waardoor er hogere snededieptes en voedingen mogelijk zijn bij het frezen van binnenhoeken.
- Frees een grotere hoekradius dan vermeld staat op de tekening. Dit kan soms gunstig zijn, omdat dit het mogelijk maakt een grotere freesdiameter te gebruiken bij voorbewerken, waardoor een hoge productiviteit wordt gehandhaafd.
- Gebruik als alternatief een kleinere freesdiameter om de gewenste hoekradius te frezen.
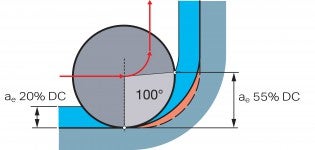
Frees een grotere werkstukradius,
hoekradius = 75% x DC
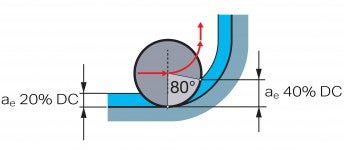
Gebruik een kleinere frees,
hoekradius = 100% x DC
Voorbewerken
Een geprogrammeerde radius van 50% DC is optimaal.
Nabewerken
Voor het nabewerken is het niet altijd mogelijk een dergelijke grote radius te hanteren; agechter de freesdiameter mag niet groter zijn dan 1.5 x wzerkstukradius, bijv. hoekradius 10 mm (0.394 inch) = max 15 mm (0.591 inch).
Freespad en spaanvorming
Een juist freespad en een correcte spaanvorming bij het frezen zijn belangrijke factoren... chevron_right
Hoekfrezen
Hoekfrezen omvat: Hoek / vlakfrezen Afkantfrezen van opstaande kanten Hoekfrezen... chevron_right
Gesloten holtes of hoeken
Gesloten hoeken; minder dan 90 graden, zijn veelvoorkomende componentkenmerken in... chevron_right
Instelhoek en spaandikte
De instelhoek (KAPR) is de hoek tussen de hoofdsnijkant van de wisselplaat en het... chevron_right
