
Hoe trillingen tijdens het frezen reduceren

Trillingen bij het frezen kunnen optreden door beperkingen van het snijgereedschap, de houder, de machine, het werkstuk of de opspanning. Om trillingen te reduceren volgen hier een aantal te overwegen strategieënte.
Het snijgereedschap
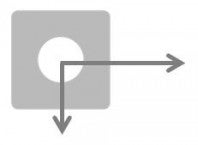
- Met 90° frezen treden de dominante krachten vooral in radiale richting op. Dit leidt tot afbuiging van de frees bij lange uitsteeklengten; echter, de kleine axiale kracht is gunstig bij het frezen van dunwandige, trillingsgevoelige componenten.
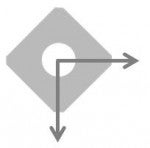
- 45° frezen genereren gelijkmatig verdeelde axiale en radiale krachten.
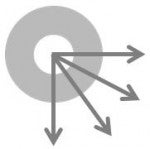
- Frezen met ronde wisselplaten leiden het grootste deel van de krachten naar de spil, vooral bij geringe snedediepten. Ook leiden 10° frezen de krachten voornamelijk door naar de spil, hetgeen trillingen reduceert die worden gegenereerd als gevolg van lange uitsteeklengten
- Voor vlakfrezen, moet rekening worden gehouden met de richting van de snijkrachten:
- Kies de kleinst mogelijke diameter die mogelijk is voor de bewerking.
- DC moet 20–50% groter zijn dan ae.
- Kies een wijdvertande en/of differentieel vertande frees.
- Een frees met een laag gewicht is gunstig, bijv. een freeslichaam van aluminium.
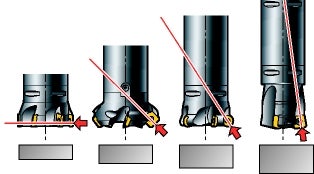
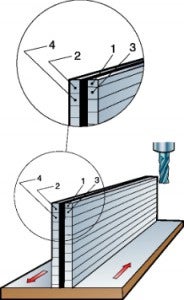
Gebruik bij dunwandige instabiele werkstukken een grote instelhoek = kleinere axiale snijkracht.
Gebruik bij lange gereedschapuitsteeklengtes een kleine instelhoek = hoge axiale snijkracht.
Het opspangereedschap
Dankzij het Coromant Capto® modulaire opspansysteem kunnen gereedschappen worden gemonteerd op de gewenste lengte, terwijl de hoge stabiliteit en kleinst mogelijke rondloop wordt gehandhaafd.
- Houd het gereedschap zo star en kort mogelijk.
- Kies de grootst mogelijke adapterdiameter/grootte.
- Gebruik Coromant Capto® adapters met overmaatse frezen, om reductie-adapters te vermijden.
- Gebruik voor kleine frezen,indien mogelijk, een conische adapter.
- Schakel bij bewerkingen waar de laatste gang zich diep in het werkstuk bevindt over naar verlengde gereedschappen bij vooraf bepaalde posities. Pas de snijgegevens aan voor elke gereedschapslengte.
- Gebruik gebalanceerde snijgereedschappen en houders voor spiltoerentallen hoger dan 20 000 tpm.

Overmaatse frees
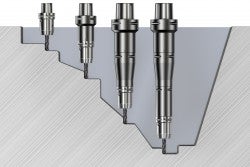
Gebruik altijd de kortst mogelijke gereedschapslengte.
Verleng de lengte achtereenvolgens.
Silent Tools gedempte frezen
Voor uitsteeklengten groter dan vier keer de gereedschapsdiameter, kunnen trillingen van de frees optreden. Silent Tools gedempte frezen kunnen deze trillingen onderdrukken waardoor de productiviteit sterk zal verbeteren.

De snijkant
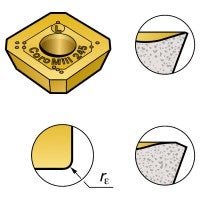
Voor het reduceren van de snijkrachten:
- Kies een lichtsnijdende geometrie, -L, met een scherpe snijkant en een soort met een dunne coating.
- Gebruik wisselplaten met kleine hoekradii en kleine parallelle geleideranden.
Soms kan het toevoegen van meer demping aan een systeem de trillingsneigingen doen afnemen. Gebruik een negatievere snijkantgeometrie en een licht versleten snijkant.
Snijgegevens en programmering van het gereedschapspad
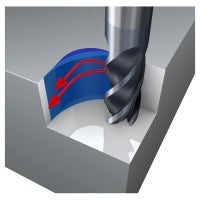
- Positioneer de frees altijd uit het midden ten opzichten van het gefreesde oppervlak.
- Met KAPR 90° lange snijkantsfrezen of vingerfrezen, gebruik een geringe radiale diepgang: max ae= 25% DC en hoge axiale snede: max ap = 100% De.
- Gebruik bij vlakfrezen, een geringe snedediepte, ap, en hoge voeding, fz, met ronde wisselplaten of frezen met hoge voeding met kleine instelhoeken.
- Vermijd trillingen in hoeken door het programmeren van een grote (pad)radius. Zie frezen binnenhoeken.
- Wanneer de spaandikte te dun wordt, zal de snijkant gaan wrijven in plaats van snijden, hetgeen trilling veroorzaakt. In dergelijke gevallen moet de voeding per tand worden verhoogd.
De werktuigmachine

De machineconditie kan een grote invloed hebben op de trillingsneiging bij frezen. Overmatige slijtage van het spillager of het voedingsmechanisme resulteert in slechte bewerkingseigenschappen. Kies bewerkingsstrategieën en de richting van de snijkrachten zorgvuldig om de machinestabiliteit volledig te benutten.
Elke machinespil heeft natuurlijke gebieden die meer gevoelig zijn voor trilling. De gebieden van stabiel frezen worden omschreven als stabiliteitszones en nemen toe met het toenemen van de tpm. Zelfs een kleine toename van slechts 50 tpm, kan leiden tot een snijproces van instabiel met trilling, naar stabiel.
Werkstuk en zijn opspanning
Houd rekening met het volgende bij het frezen van componenten met een dunne wand / basis en/of wanneer de opspanning zwak is:
- De opspanning moet dicht bij de machinetafel zijn.
- Optimaliseer het gereedschapspad en voedingsrichting naar het sterkste knooppunt van de machine-opspanning voor het realiseren van de meest stabiele snijcondities.
- Vermijd het bewerken in richtingen waar het werkstuk slecht wordt ondersteund.
- Tegenlopend frezen kan de trillingsneigingen reduceren wanneer opspanning en/of werkstuk zwak zijn in een specifieke richting.
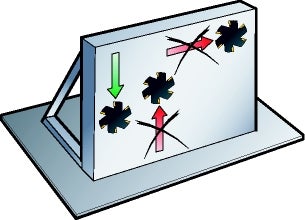
Gebruik voor zwakke opspanningen een voedingsrichting naar
de machinetafel toe
Merk op dat de eerste stap moet worden gemaakt op half
de diepte van de tweede, derde, etc.
Probleemoplossing
Tips voor het oplossen van freesproblemen met trillingen, spaanophoping, hersnijden... chevron_right
Freespad en spaanvorming
Een juist freespad en een correcte spaanvorming bij het frezen zijn belangrijke factoren... chevron_right
Meelopend frezen versus tegenlopend frezen
Elke keer dat een freessnijkant in een snede intreedt, wordt deze onderworpen aan... chevron_right
Plungefrezen
Wat is succesvol plungefrezen? Bij plungefrezen, wordt het snijden uitgevoerd aan... chevron_right
