
모듈러 솔루션
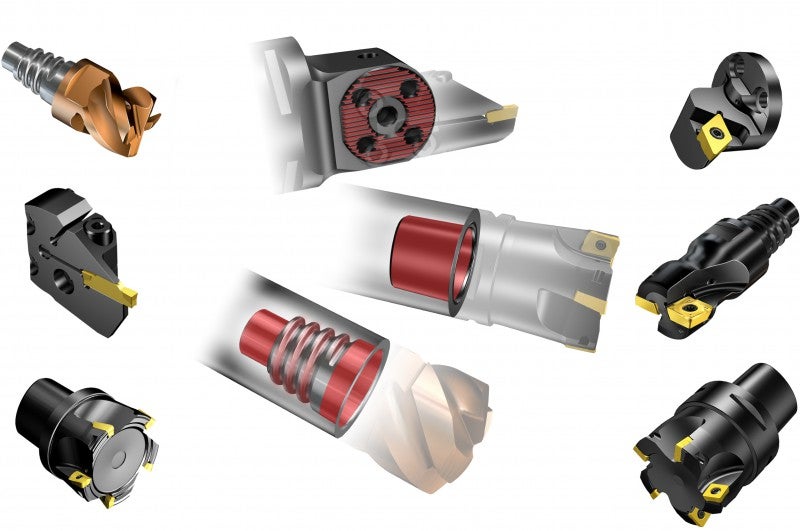
모듈러 툴링 솔루션을 이용하면 표준 품목을 사용해 특정 작업에 맞는 최적화된 어셈블리를 구성할 수 있습니다. 상대적으로 적은 수의 공구를 보유하고도 다양한 조합이 가능하기 때문에 장비 인터페이스에 상관없이 공장 전체에서 공통된 툴링 시스템을 사용할 수 있습니다.
모듈러 시스템 인터페이스는 장비 인터페이스와 섕크 또는 인서트 사이에 장착하는 중간 인터페이스입니다. 작업과 기계에 따라 모듈러 시스템 인터페이스의 요건이 달라집니다.
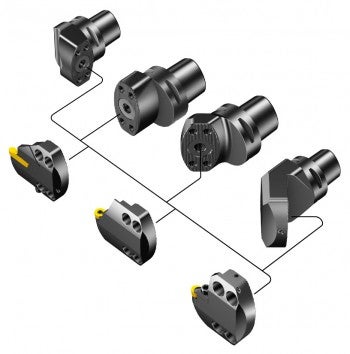
Coromant Capto®를 사용하는 모듈성
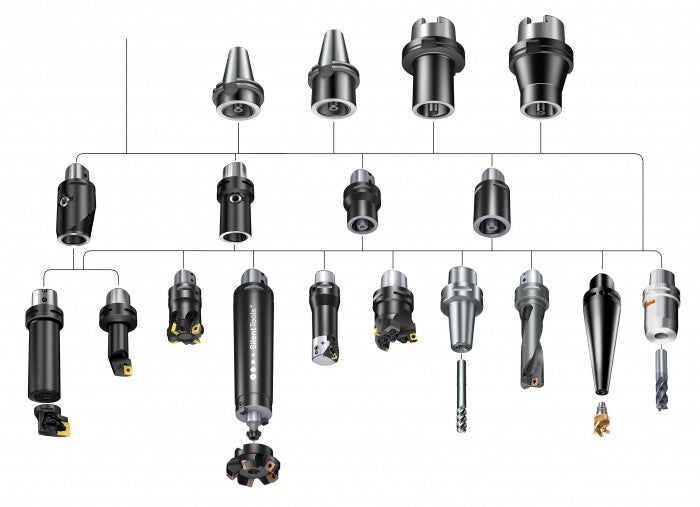
Coromant Capto®를 인터페이스로 사용하면 선삭, 밀링, 드릴링, 보링, 태핑 가공에 맞는 어셈블리를 광범위하고 유연하게 조합할 수 있습니다. 그 결과 상대적으로 적은 수의 공구를 보유하고도 일반적인 툴링 제품군을 구성해 모든 장비 인터페이스에 적용할 수 있습니다.
Coromant Capto®는 다음과 관련된 어셈블리를 구성하는 데 사용됩니다.
- 머시닝 센터 - 밀링, 드릴링, 보링 및 태핑 가공
- 복합 가공기 - 선삭, 밀링, 드릴링, 보링 및 태핑 가공
- 수직 선반 - 선삭 가공
모듈형 툴링 시스템은 툴 어셈블리에 다양한 유연한 조합을 가능하게 합니다.
머시닝 센터 스핀들 인터페이스는 중소형 및 대형/초대형으로 구분할 수 있습니다.
중소형 기계 스핀들 인터페이스는 작은 공구 직경과 짧은 게이지 길이로 rpm을 높이려고 할 때 사용합니다. 최상의 성능을 위해 최대한 짧은 어셈블리를 사용하십시오(솔리드 어댑터 권장).

대형 및 초대형 기계 스핀들 인터페이스는 커터 직경이 크고 어셈블리가 긴 경우 안정성을 높이기 위해 사용합니다.
| ISO 테이퍼 (ISO/DIN, MAS-BT, CAT-V) | BIG-PLUS® (ISO/DIN, MAS-BT, CAT-V) | HSK-A | Coromant Capto® | |
| 소형 | 30 | 30 | 40, 50 | C4, C5 |
| 중형 | 40 | 40 | 63 | C6 |
| 대형 | 50 | 50 | 100 | C8, C10 |
| 초대형 | 60 | 125, 160 | C10 |
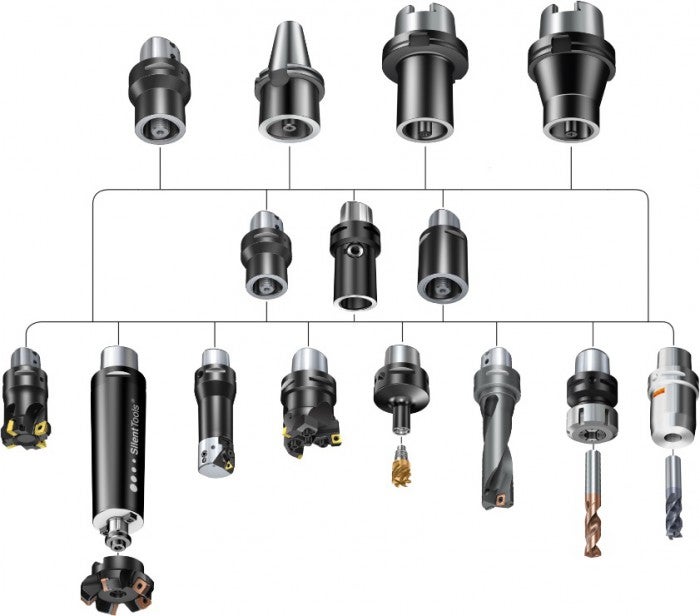
연장 및 축소 어댑터를 사용해 어셈블리 길이를 조절할 수 있어 안정성을 극대화할 수 있고 특수 공구가 필요하지 않습니다. 모든 품목이 표준 품목으로 다음날 납품되기 때문에 보유 공구 수를 적게 유지할 수 있습니다.
기계 인터페이스 어댑터는 두 가지 설계로 모든 장비 인터페이스에서 사용할 수 있으며, 연장/축소 어댑터를 사용해 두 가지 길이로 어셈블리 길이를 최적화할 수 있습니다.
- 짧은/긴 길이: ISO 테이퍼/BIG-PLUS®
- 가는 형태/고강성: HSK

센터 볼트 어셈블리는 지그 블록을 사용해 장비나 공구실에서 쉽게 처리할 수 있습니다.
퀵 체인지 어댑터를 이용하면 셋업 및 공구 교환 시간을 대폭 줄일 수 있습니다.


선삭 가공용 모듈러 솔루션
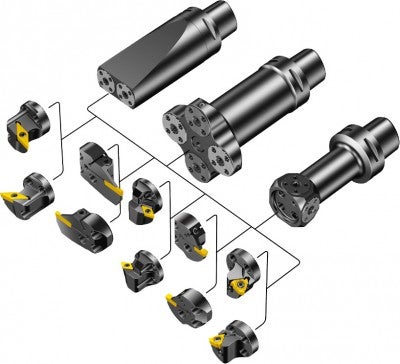
CoroTurn® SL과 같은 선삭용 모듈러 솔루션은 다양한 공구 조합 및 비용 절감이 큰 장점입니다.
공구 조합: 비교적 적은 수의 어댑터와 헤드로 다양한 조합을 구성할 수 있습니다. 대부분의 특수 공구가 필요하지 않으므로 일부 '특수한' 작업에서 표준 공구를 항상 사용할 수 있습니다.
비용 절감: 퀵 체인지 홀더는 섕크 공구나 보링 바보다 비쌉니다. 일부 고위험 작업에서 선삭용 모듈러 솔루션을 사용하면 장기적으로 섕크 공구와 동일한 비용을 유지할 수 있습니다.
내경 및 외경 선삭, 절단, 홈, 나사 가공에서 모듈러 솔루션을 사용할 수 있습니다.

모듈러 툴링 시스템을 이용하면 약간의 어댑터와 헤드로 다양한 조합을 할 수 있습니다.
공구 교환 시간을 줄이는 동시에 한 어댑터에서 여러 커팅 헤드를 사용하여 매거진 포켓 수를 줄여야 하는 경우에도 복합 가공의 모듈러 옵션을 이용하면 도움이 됩니다.
모듈러 솔루션이 도움이 되는 일반적인 상황:

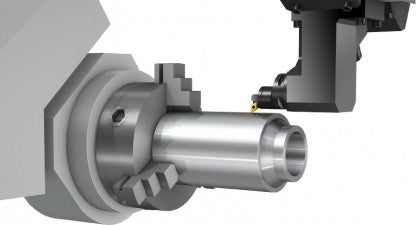
- 대직경 가공물 프로파일 및 홈 가공. 내경 가공과 커팅 헤드의 여유를 확보해 어떤 구성에서도 각 커팅 헤드를 사용할 수 있습니다. CoroTurn SL 타원형 커플링 SL70은 강성과 접근성을 제공하는 견고한 솔루션입니다.
- Coromant Capto® 커팅 유닛을 사용할 수 없는 외경 선삭(예: 수직 선반 RAM에 여분의 여유 공간이 필요한 경우, 내경 클램핑 유닛을 사용하는 경우)

중소형 기계의 모듈러 솔루션

밀링 및 보링 어셈블리는 진동 위험을 최소화하기 위해 게이지 길이를 가공물에 맞게 최적화할 수 있어야 합니다. 임계 게이지 길이, 돌출 길이, 여유 및 오버행은 주의해야 하는 어셈블리 카테고리입니다.
임계 게이지 길이
스핀들 밀착 직경의 3배 이상을 가공할 때는 진동 때문에 절삭 부하가 증가하면 금속 절단 효율이 감소할 수 있습니다. 플랜지 접촉이 있는 스핀들 인터페이스(BIG-PLUS®, HSK)는 안정성과 생산성을 향상시킵니다. 게이지 길이에 따라 소형은 물론이고 중형 인터페이스에서도 엔드밀의 인터페이스가 제한될 수 있습니다.

돌출 길이
척으로부터 돌출된 길이는 안정성에 영향을 미치므로 진동하는 경향이 있습니다. 강 섕크 공구의 경우 4×D가 절대 한계입니다. 진동 없이 가공하려면 4×D이 넘는 솔리드 초경이나 헤비 메탈 섕크가 필요합니다.

간격/오버행
중소형 기계에서도 긴 공구 어셈블리를 사용해야 가공 영역에 도달하는 데 도움이 될 수 있습니다. 이 경우에는 전체 어셈블리의 간격을 고려하십시오. 직선형 어댑터(a)가 있는 큰 직경 커터 또는 작은 생크를 가진 일반 커터(b)를 사용하십시오. 자세한 내용은 긴 오버행 – 고려사항을 참조하십시오.
a
b
광범위한 헤드와 어댑터를 제공하는 소직경용 모듈러 솔루션인 Coromant EH에 대해 알아보십시오.
척 선택
척은 원형 생크 공구를 고정하는 데 사용됩니다. 척에는 여러 스타일이 있으며 다음에 따라 척을 선택합니다. 적용: 엔드밀, 드릴, 탭, 리머 가공물... chevron_right
기본적인
진동방지 공구의 내부에는 사전 구성된 진동방지 시스템이 있습니다. 이 시스템은 고무 스프링 부품에 의해 지지되는 중량물로 구성됩니다. 진동방지 성능을... chevron_right
복합 가공기 - 수직
복합 가공기는 기계 1대에서 여러 절삭 공정과 셋업을 조합하여 가공물 셋업 및 리드 시간을 줄일 수 있다는 것이 장점입니다. 수평 복합 가공기에서는... chevron_right
보링 가공 적용 방법
최적화된 보링 공정을 위해 고려해야 할 몇 가지 요소가 있습니다. 우수한 칩 컨트롤을 달성하려면 올바른 공구 셋업, 인서트 및 절삭 조건을 신중하게... chevron_right
