
머시닝 센터

머시닝 센터는 가공물과 밀링, 드릴링, 보링, 리머, 태핑 등의 작업에 필요한 모든 사항을 제공합니다. 기계 구성 방법에 따라 금속 절삭 효율 및 기계 가동률이 크게 달라집니다.
머시닝 센터 구성
항상 가공물에 적합하도록 기계를 구성하십시오. 가공물 형상 및 수량에 맞춰 구성해야 하며, 이에 따라 필요한 셋업의 횟수가 정해집니다.
- 3축: 고정 테이블의 수직 머시닝 센터(VMC). 더욱 복잡한 모양과 접근성 향상을 위해 회전 테이블을 추가해 네 번째 축을 제공할 수 있습니다.
- 4축: 수평 머시닝 센터(HMC). 생산량 증대를 위해 테이블에서 4회의 가공물 셋업이 가능하도록 툼스톤을 사용합니다. 팔레트 시스템을 사용하면 장비 가동률이 향상됩니다.
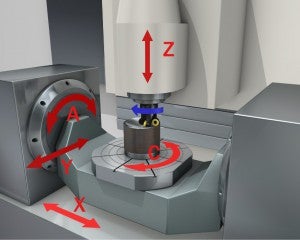
- 5축, 트러니언 테이블: 스핀들은 테이블에 4째, 5번째 축으로 '고정'됩니다.
- 5축, 90° 헤드: 스핀들은 테이블에서 4번째 축에 5번째 축을 제공합니다.
5축 모델은 완전히 회전하는 5번째 축과 함께 선삭 옵션이 가능하여 복합 가공기로 사용할 수 있습니다.
스핀들 인터페이스

스핀들 인터페이스 선택은 금속 절삭 효율의 한계를 정의하기 때문에 중요합니다. 가공하지 않을 때는 스핀들 인터페이스를 신속하게 교환할 수 있어야 합니다. 그러나 가공할 때는 절삭 부하가 스핀들 인터페이스를 중단시키더라도 스핀들과 커플링 사이의 조인트가 고정되어야 합니다.
머시닝 센터 옵션
기계 가동률 향상을 위해 다양한 기계 옵션이 제공됩니다.
매거진/자동 공구 교환(ATC)
공구 교환 없이 다른 작업으로 신속하게 전환하려면 모든 작업과 가공물에서 공구에 충분한 공간을 확보하는 것이 중요합니다. 시스터 툴링을 사용할 경우에도 이를 고려해야 합니다.
대직경 공구나 긴 공구를 사용할 경우 ATC의 무게와 모멘트가 적절한지 확인하십시오. 이에 따라 긴 대직경 공구의 사용이 제한될 수 있습니다.
팔레트
팔레트 옵션을 사용해 장비 작동 중에도 가공물을 지그에 셋업할 수 있습니다. 그 결과 장비에 직접 셋업하는 것에 비해 장비 가동률이 우수합니다.

직각 헤드 어댑터
내경 밀링 가공을 진행하려면 메인 스핀들이 보조 헤드를 작동할 수 있도록 지지대와 위치에 맞게 스핀들 노즈를 조정해야 합니다. 이 헤드는 교환이 가능하고 매거진에 보관됩니다.


원호 보간 선삭

이러한 기계 옵션을 사용하면 비대칭 가공물에서 대칭 형상을 가공할 수 있으며, 특수 공구와 피드아웃 헤드가 덜 필요하게 됩니다.원호 보간 선삭 가공에 대해 자세히 알아보기
수직 터닝 센터
수직 터닝 센터는 터닝 센터와 수직 선반이 혼합된 형태로 발전되었습니다. 서브 스핀들, 테일 스톡 또는 하단 터릿이 필요하지 않은 더 짧은 가공물은... chevron_right
선삭 가공에서 절삭유를 적용하는 방법
절삭유의 주요 기능은 칩 배출, 냉각 그리고 공구와 가공물 소재 사이의 윤활입니다. 올바르게 적용하면 생산성이 극대화되고 공정 안정성이 개선되고... chevron_right
터닝 센터
터닝 센터에는 다기능 기능과 다축 기능이 있습니다. 즉, 터릿에 선삭뿐 아니라 밀링, 드릴링 및 태핑 작업을 처리할 수 있는 C축, Y축 및 드리븐... chevron_right
복합 가공기 - 수평
복합 가공기를 이용하면 하나의 기계에서 여러 절삭 과정과 셋업을 조합할 수 있습니다. 복합 가공기는 매우 효과적이며, 사이클 시간 및 리드 시간을... chevron_right
