
突切り・溝入れ加工用切削条件
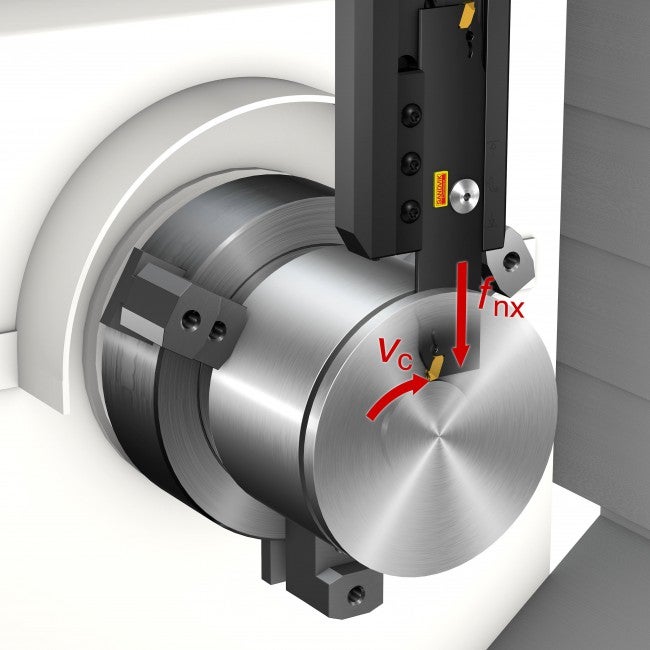
突切り・溝入れ加工用速度と送り
- チップと被削材に合った、正しい送り速度を使用してください
- 低送りから始めて、チップの安全性と加工面品質を確認してから、送りを上げて切りくず処理を改善してください
- 横引き旋削加工の場合には、切込み深さをコーナーRより大きくして加工してください。これにより切りくず処理が改善されます
- 切削速度の設定が低すぎると、工具寿命は短くなります。常に推奨切削速度、vc m/min (ft/min) で加工してください。
関連情報
丸チップによる人工股関節での旋削加工の最新アプローチ
なぜ丸チップなのか? 丸チップは、コバルトクロムおよびチタン合金のインプラントの加工に最も適しています。 ボールとソケットで構成された人工股関節のカップ形の部品の内面の旋削加工に丸チップを使用すると、荒加工を最適化することができます。安全性と生産性が絶妙にバランスし、生産性が2倍に向上し、ツーリングのコストが1/3削減されます。 どのように? 主な利点 荒加工に使用した場合、円形の形状により、強力な刃先と過度の境界摩耗に対する優れた耐性が得られます。 丸チップを選択する利点は2つあります。 安全、高品質、信頼性の高い加工 丸チップをκr... chevron_right
中央ウィングボックス
中央ウィングボックスは、複数の種類の複合材、一般的には、アルミ合金とチタン合金の積層材で構成され、製造プロセス、工具安定性および加工面品質の点で難しい加工です。 材料の特性が大きく異なるため、切りくずの排出、生産効率、穴の品質などの加工難度が高くなります。 航空機の中央ウィングボックス加工用ツーリングソリューション 複合材ソリューション... chevron_right
使用方法
製品ラインナップ カッターボディ カッター径範囲 15.8–84 mm (inch) カッターインターフェース 円筒シャンク、Coromant EH、MSSC、アーバ、Coromant... chevron_right
主翼
このタイプの構造部品の加工の主な問題は、穴あけ、エッジ加工、表面加工です。 航空機の主翼加工用ツーリングソリューション ボールエンドミル加工とシュルツミリング加工 同じ切削条件で径... chevron_right
