
丸チップによる人工股関節での旋削加工の最新アプローチ


なぜ丸チップなのか?
丸チップは、コバルトクロムおよびチタン合金のインプラントの加工に最も適しています。
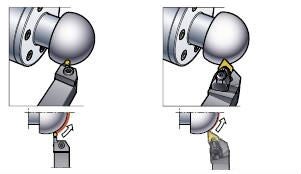
ボールとソケットで構成された人工股関節のカップ形の部品の内面の旋削加工に丸チップを使用すると、荒加工を最適化することができます。安全性と生産性が絶妙にバランスし、生産性が2倍に向上し、ツーリングのコストが1/3削減されます。
どのように?
主な利点
荒加工に使用した場合、円形の形状により、強力な刃先と過度の境界摩耗に対する優れた耐性が得られます。
丸チップを選択する利点は2つあります。
安全、高品質、信頼性の高い加工
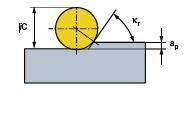
丸チップをκr 45º以下の切込み角で使用すると、境界摩耗を大幅に減らすことができます。
境界摩耗は、部品の品質と生産性を低下させる、ごく一般的な要因です。
信頼性と耐久性、少ない工具交換回数とトラブルのない加工を行うことができます。
送りおよび切削速度が上がり、最大の生産性が得られる
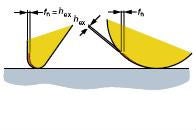
丸チップの半径より大幅に小さい切込み深さで使用することにより、切りくず厚さhexを減らすことができます。
hexが送りに比べて小さくなり、刃先の長さが大きくなります。そのため、熱の発生が抑えられ、送りと切削速度の両方を上げることができ、生産性が大幅に向上します。
ノーズRの摩耗メカニズムに対する効果
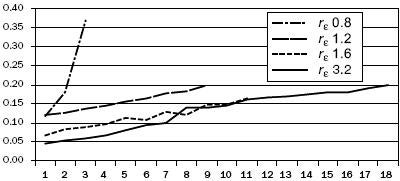 |  | |
| 工具寿命3 min | ||
 | ||
| 切削時間(min) | 工具寿命18 min |
加工事例
加工内容
| コバルトクロムF75 | ||
| CNC旋盤 | ||
| 他社品 | サンドビック・コロマント製品 | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0,08 | 0,1 | (mm/rev) |
| 0,5 | 0,5 | (mm) |
| 9,29 | 4,46 | (min) |
| 3 | 10 | (pcs) |
サンドビック・コロマントのソリューション
 | |||||
| 荒加工 |  | 荒加工 | |||
| ホルダ: | A20M-SRXDR 08-R | ホルダ: | A20M-SRXDR 08-R | ||
| チップ: | R300-0828E-PL、1030 | チップ: | R300-0828E-PL、1030 | ||
| 切削条件: | vc = 50-80 m/min、 | 切削条件: | vc = 50-80 m/min、 | ||
| fn = 0.1-0.15 mm/rev、 | fn = 0.1-0.15 mm/rev、 | ||||
| ap = →1mm | ap = →1 mm | ||||
| 中仕上げ加工 | | 中仕上げ加工 | |||
| ホルダ: | A20M-SDXCR 11-R | ホルダ: | A20M-SRXDR 08-R | ||
| チップ: | DCGT11T308-UM、1105 | チップ: | R300-0828E-PL、1030 | ||
| 切削条件: | vc = 40-60 m/min、 | 切削条件: | vc = 50-80 m/min,、 | ||
| fn = 0.08-0.1 mm/rev、 | fn = 0.1-0.15 mm/rev、 | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| 仕上げ加工 |  | 仕上げ加工 | |||
| ホルダ: | A20M-SDXCR 11-R | ホルダ: | A20M-SRXDR 08-R | ||
| チップ: | DCGT11T308-UM、1105 | チップ: | R300-0828E-PM、530 | ||
| 切削条件: | vc = 40-60 m/min、 | 切削条件: | vc = 40-60 m/min、 | ||
| fn = 0.08-0.1 mm/rev、 | fn = 0.08-0.12 mm/rev、 | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| 荒加工 |  | 荒加工 | ||||
| ホルダ: | SRDCN 2020K 10-A | ホルダ: | RF123J13-2525MB | |||
| チップ: | RCMT 10 T3 MO-SM、1105 | チップ: | N123J2-0600-RO、4125 | |||
| 切削条件: | vc = 40-60 m/min、 | 切削条件: | vc = 40-60 m/min、 | |||
| fn = 0.1-0.15 mm/rev、 | fn = 0.1-0.15 mm/rev、 | |||||
| ap = →1mm | ap = →1 mm | |||||
| 仕上げ加工 |  | 仕上げ加工 | ||||
| ホルダ: | DDJNR/L 2020K15 | ホルダ: | DDJNR/L 2020K15 | |||
| チップ: | DNGP 15 06 08、1105 | チップ: | DNGP 15 06 08、1105 | |||
| 切削条件: | vc = 40-60 m/min、 | 切削条件: | vc = 40-60 m/min、 | |||
| fn = 0.08-0.12 mm/rev、 | fn = 0.08-0.12 mm/rev、 | |||||
| ap = 0.05-0.25 mm | ap =0.05-0.25 mm | |||||
| 突切り加工 | ||||||
| ホルダ: | RF123F20-1616B | |||||
| チップ: | N123F2-0250-0002-CM、4125 | |||||
| 切削条件: | vc = 40-60 m/min、 | |||||
| fn = 0.05-0.1 mm/rev | ||||||
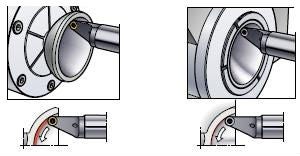
ツールホルダ

丸チップは、コロターン107ボーリングバイトと心高調整不要のイージーフィックススリーブと組み合わせで使用します。サンドビック・コロマントは、加工工程を完了するために、特に仕上げ加工(D型ポジチップ)用の多数のツールホルダを用意しています。球面旋削だけでなく、アクセス性が劣る他の内面旋削加工での問題を解決するために使用することができます。
チップ製品一覧
丸チップの–PLおよび–KLブレーカは、外周研磨により、優れた切りくず処理と低切削抵抗が特徴です。コバルトクロム材の加工には材種GC1030を、チタン合金の加工にはH13Aをお勧めします。
D型ポジチップには、研磨チップDCGTのブレーカ–UMをお勧めします。コバルトクロム材の加工には材種GC1105を、チタン合金の加工にはH13Aをお勧めします。
型番
内径加工
| チップ | イージーフィックス スリーブ |
| R300-0828E-PL、1030 | 132L-3220085-B |
| R300-0828E-KL、H13A | 132L-4020-B |
| R300-0828M-PH、1030 | 132L-4020105-B |
| R300-0828M-KH、H13A | 132L-5020125-B |
| R300-0828E-PM、530 | |
| R300-1032E-PL、1030 | |
| R300-1032E-KL、H13A | |
| R300-1032M-PH、1030 | |
| R300-1032M-KH、H13A | |
| R300-1032E-PM、530 | |
| DCGT 11 T3 04-UM、1025、1105、H13A | |
| DCGT 11 T3 08-UM、1025、1105、H13A | |
| DCMT 11 T3 04-MF、1025、1105 | |
| DCMT 11 T3 08-MF、1025 |
外径旋削加工
チップ
| 丸チップ | コロカット | ひし形(55°) |
| RCMT 10 T3 M0-SM、S205、1105、H13A | N123H2-0500-RO、4125、S205、1105 | DNMG150608-MF、S205、1105、 |
| RCMT 08 03 M0-SM、S205、1105、H13A | N123J2-0600-RO、4125、S205、1105 | DNGP150608、S205、1105 |
| N123L2-0800-RO、4125、S205、1105 |
