
ご自分で研摩できます:突切り・溝入れ工具の研磨方法
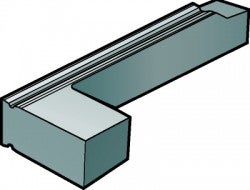
ブランク
突切り工具を研磨するストレートブランクは、2.3~11.6 mm (0.091–0.457 inch) の範囲で9種類の幅をご注文いただけます。これらのブランクは上面がフラットで、様々な形状に合わせて研磨することが可能です。
左右90°タイプのブランクもお求めいただけます。これらは主に航空宇宙産業で使用されています。
ツールホルダ
研磨の際は標準的なツールホルダが治具として適しています。研磨ホイールの推奨設定角度については下の図をご覧ください。
研磨ホイールの仕様
- 粒子サイズ:US メッシュ 170~240 (75–55 mm)
- バインダ:金属
- 粒度:75~100 摩耗量
様々な製品や用途に適したソリューションが実現できます。以下の実例をご参照ください。
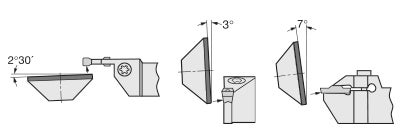
研磨ホイールの推奨設定角度
コロミル®326
汎用性とコスト効率に優れたこの超小型フライスカッターは、3枚刃の利点を活かして内径ねじ切り加工および面取り加工に最適です。コロミル327、コロミル328、およびコロミルプルーラの補助工具として、最小6... chevron_right
突切り加工
突切り加工のヒント:突切り工具の選び方 加工安定性が非常に重要なため、高精度クーラント対応の工具を選んでください。これにより切りくずを排出し、加工熱とチップ摩耗を低減、加工面品質を向上させることができます。できる限り突出し量が短い工具を使い、最大の安定性を得るためにチップをしっかりクランプしてください。部品やバー材、パイプ材を突切り加工する際は、被削材を節約し切削抵抗を最小限に抑えることが重要です。チップが細いと切削抵抗が下がり被削材を節約できます。突切り加工用に設計されたチップブレーカをお選びください。このチップは溝よりも細い切りくずを出します。突切り加工ではこれが良好な切りくず処理と加工面品質を実現します。 突切り加工の第一推奨 1コーナと2コーナのソリューションがさまざまな突切り加工の第一推奨です。溝よりも細い切りくずを出すよう設計されたチップをご使用ください。 浅突切り加工... chevron_right
CoroMill® MS60
高い汎用性・経済性と高生産性を実現する 新型6エッジ低抵抗直角肩削りカッター 鋼材 (ISO P) および鋳鉄 (ISO K) のさまざまなアプリケーションでランピング加工が可能 6コーナ仕様の信頼性の高い両面チップコンセプト 主に鋼材... chevron_right
CoroMill®745
革新的な設計 特許取得済みのチップ調整システムにより、14コーナチップでありながら、片面ポジカッター同様の軽切削アクションと性能が得られます。 簡単な取扱い 独自のチップ位置の設計が簡単で素早いチップ交換を実現し、大型のM7スクリューは簡単できわめて安定したクランプを可能にします。 エネルギーコストの節約 革新的な設計が軽切削アクションと卓越した切りくず生成を可能にし、動力消費を低く抑えます。 不等MDピッチ ユニークな不等MDピッチが、びびりを抑制したい場合や不安定な加工条件下で優れた問題可決能力を発揮します。 ノイズ低減 軽切削アクションによるソフトな切削音で、快適な作業環境を実現します。 正面フライス加工 荒加工中仕上げ加工 大ロット生産、柔軟なライン移管および最大工具稼働率が重視される場合に最適な多コーナコンセプト 切込み角42のコロミル745は、最大切込み... chevron_right
