
CoroMill® MS20
肩削りフライス加工の革新
製品ラインナップ
カッターボディ
| カッター径範囲 | 15.8–84 mm (inch) | |
| カッターインターフェース | 円筒シャンク、Coromant® EH、MSSC、アーバ、Coromant Capto®、ウェルドン (inch) | 119品目 |
| カッターインターフェース | CISおよびウェルドン (mm) | 13品目 |

カッターにはCAPPファミリーM253が対応しています。
チップ
| チップICサイズ | IC10 |
| チップブレーカ | E-L50、M-M20、M-M30 |
| チップコーナR | 0.2、0.4、0.8、1.6 |
| 材種 | 1040、2040、S30T、S40T |
| 品目数 | 27 |
切削条件
推奨hex (切りくず厚さ)
| ISO領域 | 材種 | hex、mm (inch) | hex、mm (inch) | hex、mm (inch) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040, 2040 | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | 0.13 (0.08–0.2) .0051 (.003–.008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.1 (0.08–0.15) .004 (.003–.006) |
推奨切削速度
| 被削材 | 材種 | vc、m/min (ft/min) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
切削条件、APMXおよびAZ
| APMX | 9.0 mm (0.35 inch) |
| 推奨 ap | 4.0 mm (0.16 inch) |
| AZ | 1.0 mm (0.04 inch) |
切削条件、ランピング加工およびヘリカル加工
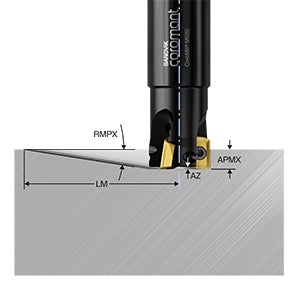
| DCX、mm | DCX、inch | RMPX (度) | Lm、mm (inch) | 最大Dm、mm (inch) | フラット 最小Dm、mm (inch) | 最小Dm、mm (inch) |
| | ⅝" | 7.8 | 65.7 (2.85) | 30.15 (1.19) | 27.75 (1.08) | 23.75 (0.93) |
| 16mm | | 7.7 | 66.6 (2.61) | 30.4 (1.2) | 28 (1.10) | 25 (0.97) |
| | ¾" | 5.4 | 95.2 (2.57) | 36.5 (1.44) | 34.1 (1.33) | 30.1 (1.18) |
| 20mm | | 4.9 | 105 (4.13) | 38.4 (1.50) | 36 (1.42) | 33 (1.3) |
| 25mm | | 3.3 | 156.1 (6.15) | 48.4 (1.91) | 46 (1.80) | 43 (1.68) |
| | 1" | 3.2 | 161 (6.34) | 46.8 (1.82) | 46.8 (1.83) | 42.8 (1.68) |
| | 1 ¼" | 2.2 | 234.3 (9.21) | 61.9 (2.44) | 59.5 (2.33) | 55.5 (2.18) |
| 32mm | | 2.2 | 234.3 (9.21) | 62.4 (2.46) | 60 (2.35) | 57 (2.23) |
| | 1 ½" | 1.7 | 303.2 (11.94) | 72.2 (2.83) | 72.2 (2.83) | 68.2 (2.68) |
| 40mm | | 1.6 | 322.2 (12.68) | 78.4 (3.09) | 76 (2.98) | 73 (2.86) |
| 50mm | | 1.2 | 429.7 (16.92) | 98.4 (3.86) | 96 (3.78) | 93 (3.65) |
| | 2" | 1.2 | 429.7 (16.92) | 97.6 (3.83) | 97.6 (3.83) | 93.6 (3.68) |
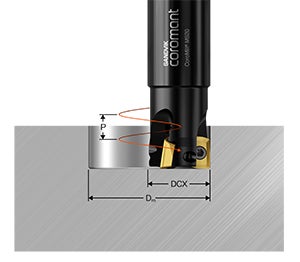
切削条件、プランジ加工


軸方向切削力
| ISO領域 | 基準被削材 | 最大ae、mm (inch) | 送り、mm/z (in/z) |
| ステンレス鋼 (ISO M) | M1.0.Z.AQ (1.4404 / 316L) | 4 (0.157) | 0.10 (0.08–0.15) (0.004 (0.003–0.006)) |
| ステンレス鋼 (ISO M) | M3.2.Z.AQ (SAF2205) | 4 (0.157) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| 耐熱合金 (ISO S) | S4.2.Z.AN (TiAl6V4) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| 耐熱合金 (ISO S) | S2.0.Z.AG (Inconel 718) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
さまざまな切込み深さ
- 特にステンレス鋼 (ISO M) 材における大きなチップ工具摩耗に対しては、境界摩耗がよりゆっくりと進行するように、各パスで切込み深さ (ap) を変更可能
- ap に対するオフセット値: APMXの 25–75%
CoroMill® MS20の場合は2.5~6.5 mm (0.098~0.256 inch) が推奨

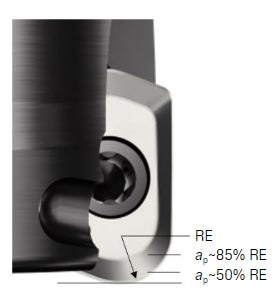
大きなRの使用
- チップのコーナRが大きいほど、特にポケットフライス加工のコーナ加工や、より大きなランピング角度値でのランピング加工において安全性が向上します。
- 切削抵抗 / スピンドル負荷が増加する
- 表面仕上げが劣る
- 突出し量のある加工ではびびりが発生する場合があります
- ap ≤85% REで使用すると、境界摩耗特性が最小限に抑えられます
- ap ≤ 50% REで使用すると、高送りフライス加工を適用できます
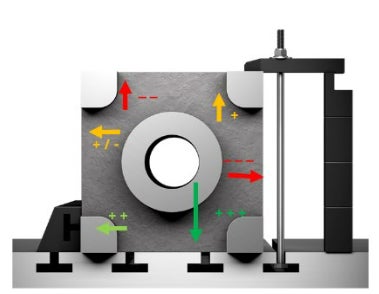
治具の制限
- 切削方向を選択するとき、および方向を変更するときは、治具を考慮する必要があります
- 機械テーブルに向かって加工する方向が最も安定性が高く、テーブルに直接取り付けられたサポートがそれに続きます。
ステンレス鋼 (ISO M) における加工の課題
加工
- オープン/クローズポケットのフライス加工
- ヘリカル加工サイクルでのフル溝加工および穴あけ
- 長い突き出し量でのキャビティ加工
- 低切込みの肩削りフライス加工
- 複合加工機ターンミル加工
課題
- 切りくず生成
- チップの安定性および信頼性
- 長い突出し量での加工
- 安定した、ばらつきの少ない工具寿命
CoroMill® MS20ソリューション
- M-M20ブレーカを使用して、ねばい被削材において、卓越した切りくず生成と排出を実現します
- M-M30ブレーカは、高じん性の被削材 (二相) において高い安定性を発揮します。このブレーカは刃先の信頼性が高いため、安定した加工においてチップをより高い生産性 (高い切削条件) で使用できます
- 長い突出し量での加工には、シャープエッジの低切削抵抗型のE-L50ブレーカをご使用ください
- 高剛性の鋼製シャンクボディより安定性が向上し、たわみを減少します
- 2コーナチップ枚は同等の工具寿命で、M-M20ブレーカは、特にオーステナイト系ステンレス鋼において、予測可能で漸進的な摩耗特性を実現します
耐熱合金 (ISO S) における加工の課題
加工
- オープン/クローズポケットのフライス加工
- ヘリカル加工サイクルでのフル溝加工および穴あけ
- 長い突き出し量でのキャビティ加工
- 低切込みの肩削りフライス加工
- 複合加工機ターンミル加工
課題
- 切りくず排出
- チップの安定性および信頼性
- 工具寿命
- カッターボディ損傷 (切りくずによる擦過)
CoroMill® MS20ソリューション
- ねばい被削材における卓越した切りくず生成および排出には、E-L50ブレーカを使用
- M-M20およびM-M30ブレーカは、それぞれチタン合金とInconelでの厳しい加工においてより高い安全性を実現
- 信頼性の高いれブレーカによりの、安定した加工においてチップをより高い生産性 (高い切削条件) で使用可能
- 高剛性の鋼製シャンクデザインにより良好な安定性および少ないたわみを実現 新しく採用されたボディ材質により切りくずによる擦過を抑制します
CoroMill®MS20用CoroPlus®ツールガイド

- 特定の加工要件に合わせた迅速かつ正確な推奨工具の確認には、オンライン工具セレクタCoroPlus®ツールガイドを使用してください
- 工具、加工、被削材および機械を入力して推奨工具と切削条件をご確認ください
- 選定が簡単で使いやすい
- CoroMill® MS20のすべての加工領域をサポート
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291