
Aksialsporstikning

Ved bearbejdning af et aksialspor på enden af en komponent er det vigtigt at vælge de rette værktøjer. Sporets radius er afgørende for værktøjets kurve. Ved aksialsporstikning kan spånafgangen være et problem som følge af det buede spor. Spåner der sidder fast i sporet kan føre til skærbrud, der ødelægger processikkerheden.
Sådan vælger du de rette værktøjer til aksialsporstikning
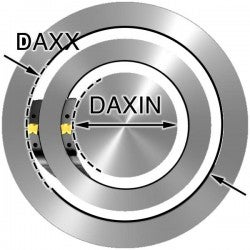
Diameterområde (DAXIN og DAXX)
Vælg diameterområdet for første indstik (DAXIN og DAXX). Brug værktøjet til den største diameter, der passer til dit spor. Et værktøj til en større diameter er mindre buet og dermed mere stift og stabilt. Det giver også en bedre spånkontrol.
Spåndybde (CDX)
Brug altid et værktøj med den mindst mulige spåndybde (CDX) for at opnå maksimal stabilitet.
Skærbredde (CW)
Brug det bredeste skær og værktøj, der kan bruges til dit spor. En bredere holder har en større stivhed og giver mere stabilitet.

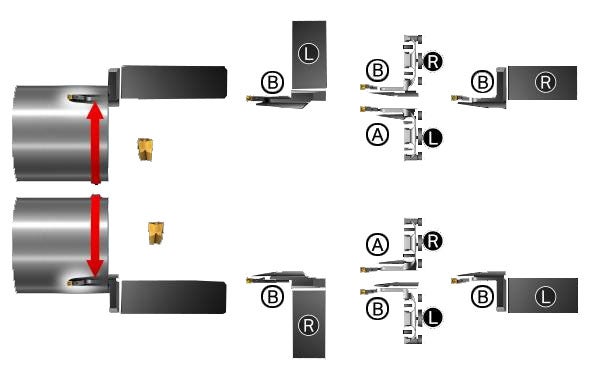
Værktøjsudførelse og kurvetype
Vælg det rigtige værktøj (A- eller B-kurve, højre- eller venstreudførelse) afhængigt af maskinens set-up og emnets rotation
- A-kurve = til indvendig bearbejdning
- B-kurve = til aksial sporstikning udvendig ved fremspring
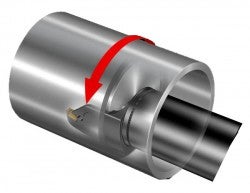
A-kurve
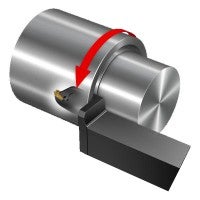
B-kurve
Anbefaling af værktøjsholder
Afhængig af aksialsporstikningen skal du tage højde for følgende for at vælge den rette værktøjsholder:
- Valg af maskinkobling. Vælg mellem en modulær eller solid løsning, som f.eks. QS-skaft
- 0°- eller 90°-holder
- Værktøj i højre- eller venstreudførelse. Det afhænger af de tidligere valg

0°-holder

90°-holder
Venstre- eller højreudførelse?
Se, om du har brug for et værktøj i højre- eller venstreudførelse afhængig af dine tidligere valg.
For at opnå de bedste resultater ved aksialsporstikning anbefales det at bruge et system, der er specialdesignet til denne operation, som f.eks. CoroCut QF. Gå til den pågældende produktside eller brug CoroPlus® ToolGuide for at få mere hjælp til at vælge det rette værktøj til aksialsporstikning
Tailor made-værktøjer
Alle standard-aksialsporstikningsværktøjer er designet til at dække et bestemt diameterområde ved første overløb. En anden mulighed er at investere i en Tailor Made-værktøjsholder for at få et optimeret værktøj til det spor, der skal bearbejdes. Dette blad er applikationstilpasset til en bestemt første indstiksdiameter og har en lige form, der er stivere end de kommaformede standardblade (se billedet). Spåndybde og første indstiksdiameter kan indstilles præcist efter behov, hvilket giver det optimale værktøj til aksialsporstikning.

Standardholder
Højre værktøjsstivhed

Tailor made-holder
Sådan vælger du de rette værktøjer til aksialsporstikning ved opboring

Ved bearbejdning af et aksialspor i en komponent er det vigtigt at vælge den rette værktøjsholder til skæret. Værktøjsholderen skal være tilpasset til sporets bøjningsradius og bør derfor være buet. Spånkontrol er afgørende ved aksialsporstikning, spånen bør være lang nok til ikke at komme i klemme i sporet, men kort nok til ikke af sidde fast omkring værktøjet eller komponenten.
Aksialsporstikning
Strategier
Skrubbearbejdning
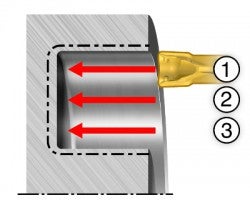
Start altid på den største diameter (1), og arbejd dig indad. Kontinuerlig spån foretrækkes i denne fase for at undgå spånklemning i det smalle spor. Brug "hakken" eller mikrostop, hvis der er behov for, at spånerne skal være mindre. Efterfølgende overløb (2, 3) bør være 0,5-0,8 × skærbredden. Da det er nemmere for spånerne at komme ud i denne fase, kan tilspændingen øges med 30‒50 %. Normalt bliver spånerne kortere i disse overløb.
Dybe spor
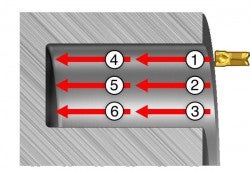
Det anbefales at foretage bearbejdning af dybe spor (>25 mm (0,984 tomme)) i to trin:
- Bearbejd et spor med 50 % af dybden og den ønskede bredde (1, 2, 3)
- Bearbejd ned til den ønskede dybde (4, 5, 6)
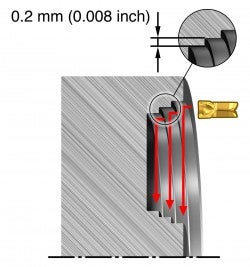
Skrubbearbejdning med kantdrejning
p
Kantdrejning giver bedre spånkontrol og spånbrydning. Start på den største diameter og bearbejd ind mod centrum. Tilspænd ikke fra og mod hjørnet, men lad der være trin af 0,2 mm (0,008 tomme) mellem overløbene. Kantdrejning er en mere stabil proces end spåntagende bearbejdning med aksial tilspænding. Brug kantdrejning for at undgå vibrationer. Vær opmærksom på, at kantdrejning er mindre produktiv end spåntagende aksialbearbejdning på grund af den mindre spåndybde (a)
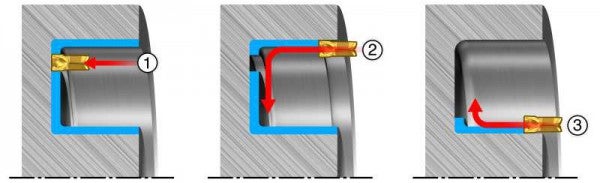
Sletbearbejdning
Det er altid vanskeligt at få en god spånkontrol ved sletbearbejdning, især når det drejer sig om bearbejdning af rundinger. Det er vigtigt at adskille det materiale, der skal fjernes ved at foretage tre overløb.
- Lav et første, aksialt overløb tæt ved hjørneradiussen på den største diameter
- Start det andet overløb på den største diameter og bearbejd til hjørneradiussen på den indvendige diameter
- Det tredje overløb afslutter den indvendige diameter og hjørneradiussen
Præcisionskøling

Brug aksialsporstikningsværktøjer med præcisionskøling, også selvom det maksimale kølevæsketryk i din maskine er lavt (7-10 bar (102.145 PSI)). Præcisionskøling forbedrer spånafgangen og nedsætter risikoen for spånhamring i sporet, især i dybere spor. Brug så højt kølevæsketryk som muligt, op til 80 bar (1160 PSI), for at få bedre spånkontrol og -afgang.
Sådan bruger du det
A-kurve til indvendig aksial bearbejdning B-kurve til aksial sporstikning ved... chevron_right
Afstikning
Tip til afstikning: Sådan vælger du afstikningsværktøjer Det anbefales at vælge... chevron_right
Indvendig sporstikning
Lange udhæng og dårlig spånafgang er to udfordringer ved indvendig sporstikning.... chevron_right
Værktøjsopspænding
En god kvalitet ved af- og sporstikning afhænger primært af værktøjssystemet, og... chevron_right
