
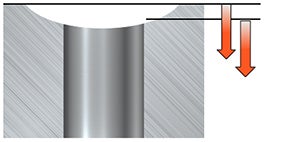
Nepravidelné vrtání povrchu
Vrtání nerovného povrchu může vést k nadměrným a nerovnoměrným silám působícím na břity vrtáku, což vede k předčasnému opotřebení. Je důležité dodržovat pokyny a v případě potřeby omezit množství krmiva.
Přečtěte si více o problémech a strategiích pro jednotlivé typy vrtáků.


Vrtáky s vyměnitelnými břitovými destičkami
Nepravidelné vrtání povrchu
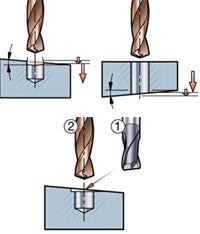
Nepravidelné
Konvexní
Konkávní
- Pro minimalizaci sklonů ke vzniku vibrací a snížení účinků průhybu použijte co nejkratší vrták
- Doporučené počáteční hodnoty řezné rychlosti a nejmenšího doporučeného posuvu
- Nedoporučuje se pro 6–7×DC, pokud je konkávní poloměr stejný nebo menší než poloměr vrtáku
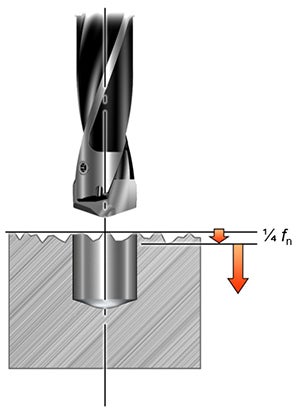
Předvrtané otvory
- Aby byla řezná síla mezi středovou a obvodovou břitovou destičkou na přijatelné úrovni, neměla by být předvrtaná díra větší než DC/4

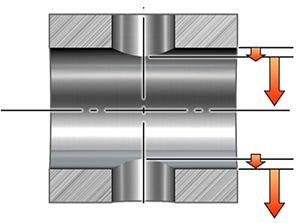
Vrtání křížících se děr
Výzvy:
- Odvádění třísek je ovlivněno, může se stát problematičtějším
- Odjehlování na přejezdu je těžké. Tvorba otřepů musí být co nejmenší
- Způsobuje větší opotřebení nástroje než běžné vrtání
Pokyny:
- Pro díry s různým průměrem: nejprve vyvrtejte větší otvor, aby se omezila tvorba otřepů
- Při křížení otvorů začněte s nejmenším doporučeným posuvem
- Nedoporučuje se u materiálů tvořících dlouhé třísky z důvodu odvádění třísek při křížení děr
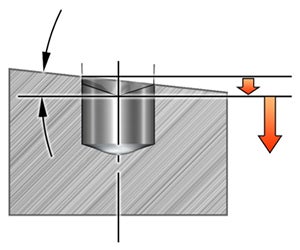
Vrtání šikmých vstupů/výstupů
Vytváří nerovnoměrné a nadměrné síly působící na břity
- Přerušované řezy při vstupu vrtáku do obrobku/výstupu z něj
- Zvyšuje pravděpodobnost vzniku vibrací
- Může deformovat profil vrtání
- Způsobuje větší opotřebení nástroje než běžné vrtání
Obecná doporučení:
- Stabilita je klíčová. Malý poměr délky k průměru pomůže zachovat tolerance
- Při vstupu do obrobků s velkým sklonem se doporučuje frézování malé rovné plochy
Šikmé nebo šikmé plochy, vstup
- Pro minimalizaci sklonů ke vzniku vibrací a snížení účinků průhybu použijte co nejkratší vrták
- Až do úplného záběru začněte s nejnižší doporučenou řeznou rychlostí a 1/3 nejnižšího doporučeného posuvu (nebo nižším) a poté se vraťte k normálnímu posuvu
- 4–5×DC: šikmý vstup lze sklonit až o 15º
- 6–7×DC: šikmý vstup lze sklonit až o 10º
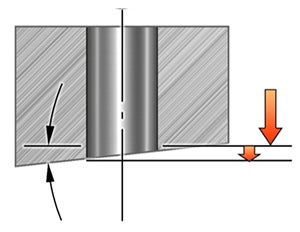
Šikmé nebo šikmé plochy, výstup
- Pro minimalizaci sklonů ke vzniku vibrací a snížení účinků průhybu použijte co nejkratší vrták
- Doporučené počáteční hodnoty řezné rychlosti a nejnižšího doporučeného posuvu (nebo nižší)
- 4–5×DC šikmý výstup lze sklonit až o 15º
- 6–7×DC, šikmý výstup lze naklonit až o 5º
Vrtání asymetricky zakřivených povrchů
- Abyste minimalizovali ohyb vrtáku směrem ven od osy, použijte co nejkratší vrták, podobně jako u šikmé plochy
- Snižte posuv na 1/3 počáteční rychlosti penetrace konkávních povrchů
- Poloměr zakřiveného povrchu by měl být větší než poloměr vrtáku
- Nedoporučuje se pro vrtáky 6–7×DC
Vrtáky s výměnnými vrtacími hlavicemi
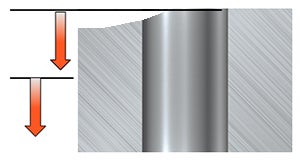
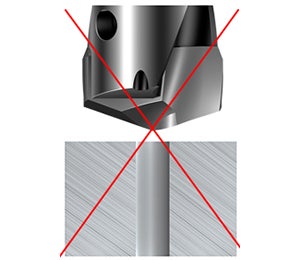
Nerovný povrch
- Snižte rychlost posuvu na 1/4 normální rychlosti, aby nedošlo k vylamování ostří
- V případě nestabilních podmínek vytvořte rovný povrch pomocí pilotního otvoru (nejlépe s krátkým vrtákem CoroDrill® 870) nebo bodovou frézou
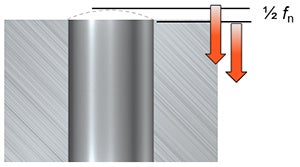
Konvexní/konkávní povrchy
Konvexní
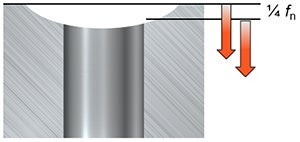
Konkávní
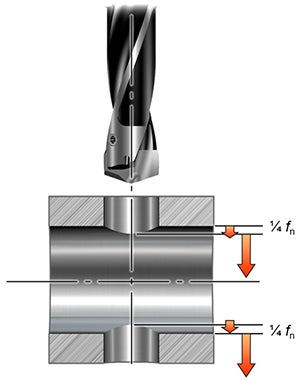
- Otvor musí být kolmý k povrchu
- Min. doporučený poloměr povrchu
- Konvexní: 4×DC
- Konkávní: 1×DC
- Zajistěte stabilní podmínky a použijte co nejkratší vrták
- Snižte posuv během vstupu
- Konvexní: 1/2 normální sazby
- Konkávní: 1/4 normální rychlosti
- Ve srovnání s příznivými podmínkami by to mohlo ovlivnit kvalitu díry a životnost nástroje
- Vytvořte pilotní otvor nebo bodovou frézu, abyste vytvořili rovný povrch, pokud je poloměr menší, než je doporučeno
Předvrtané otvory
- Nedoporučuje se vzhledem k riziku vylamování břitu
Vrtání křížících se děr
Výzvy:
- Odvádění třísek je ovlivněno, může se stát problematičtějším
- Odjehlování na přejezdu je těžké. Tvorba otřepů musí být co nejmenší
- Způsobuje větší opotřebení nástroje než běžné vrtání
Pokyny:
- Vždy nejprve vyvrtejte větší otvor, aby se minimalizovala tvorba vnitřních otřepů
- Min. doporučený průměr křížícího otvoru je 2×DC (aby střed špičky vstoupil do obrobku jako první)
- Zajistěte stabilní podmínky a použijte co nejkratší vrták
- Snižte posuv při vstupu a výstupu z otvorů na 1/4
- Snižte posuv při zatahování
- Ve srovnání s příznivými podmínkami by to mohlo ovlivnit kvalitu díry a životnost nástroje
Vrtání šikmých vstupů/výstupů
Vytváří nerovnoměrné a nadměrné síly působící na břity
- Přerušované řezy při vstupu vrtáku do obrobku/výstupu z něj
- Zvyšuje pravděpodobnost vzniku vibrací
- Může deformovat profil vrtání
- Způsobuje větší opotřebení nástroje než běžné vrtání
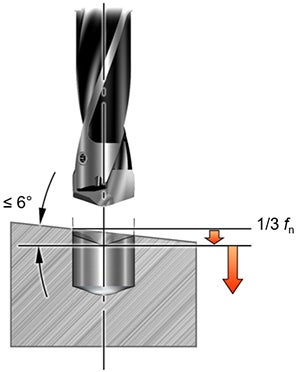
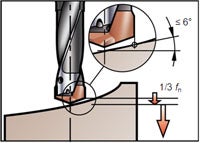
Šikmé nebo šikmé plochy, vstup
- Maximální doporučený úhel od osy k rohu je 6 stupňů, aby špička vnikla do obrobku jako první
- Zajistěte stabilní podmínky a použijte co nejkratší vrták
- Během vstupu snižte posuv na 1/3 normální rychlosti
- Vytvořte pilotní otvor (nejlépe s krátkým vrtákem CoroDrill® 870) nebo bodovou frézou a v případě většího úhlu nebo delší délky vytvořte rovnou plochu
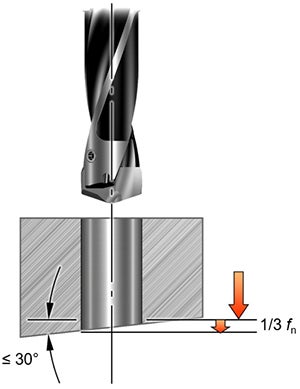
Šikmé nebo šikmé plochy, výstup
- Maximální doporučený úhel je 30 stupňů
- Zajistěte stabilní podmínky a použijte co nejkratší vrták
- Při výstupu z díry snižte posuv na 1/3 normální rychlosti
- Snižte posuv při zatahování
- Ve srovnání s příznivými podmínkami by to mohlo ovlivnit kvalitu díry a životnost nástroje
Vrtání asymetricky zakřivených povrchů
Způsobí, že se vrták ohne směrem od osy díry
- Zpočátku je v kontaktu pouze obvod břitu
- Podobné, ale ne identické se šikmými povrchy
- Maximální doporučený úhel od osy k rohu je 6 stupňů
- Stabilní podmínky
- Použijte co nejkratší vrták
- Při vstupu snižte posuv na normální hodnotu
- Ve srovnání s vrtáním za příznivých podmínek by mohlo dojít ke snížení kvality díry a životnosti nástroje
- Vytvořte pilotní otvor nebo bodovou frézu, abyste vytvořili rovný povrch, pokud je větší úhel nebo delší
Monolitní karbidové vrtáky
Nerovný povrch
- Může poškodit vrták při průniku do povrchu a/nebo výstupu z otvoru
- Zvláštní pozornost věnujte vrtákům s malým průměrem, může dojít k průhybu, který může způsobit chybné seřízení, bloudění díry nebo dokonce i lom nástroje
- Snižte posuv na 25 % doporučené dávky, dokud nebude celý průměr v řezu, abyste snížili riziko vylamování

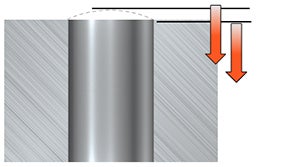
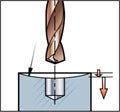
Konvexní povrchy
- Možnost vrtání, pokud je poloměr vrtání > 4 krát průměr vrtáku a otvor je kolmý k poloměru
- Posuv: 50–100 % doporučené dávky do úplného průměru
- Případně před vrtáním vyfrézujte malou plošku na povrchu

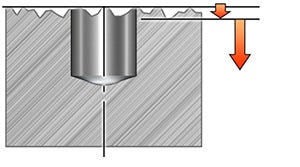
Konkávní povrchy
- Možnost vrtání, pokud je poloměr vrtání >15 krát průměr vrtáku a otvor je kolmý k poloměru
- Snižte posuv na 30 % doporučené dávky, dokud nebude v řezu celý průměr
- Případně před vrtáním vyfrézujte malou plošku na povrchu
Předvrtané otvory
- Nedoporučuje se vzhledem k riziku vylamování břitu
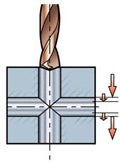
Vrtání křížících se děr
Výzvy:
- Odvádění třísek je ovlivněno, může se stát problematičtějším
- Odjehlování na přejezdu je těžké. Tvorba otřepů musí být co nejmenší
- Způsobuje větší opotřebení nástroje než běžné vrtání
Obecné pokyny:
- Snížení posuvu je obecně nutné, protože vrták prochází stávající dírou
- Pro díry s různým průměrem: nejprve vyvrtejte největší otvor, abyste omezili tvorbu otřepů
- Pro hloubky vrtání menší než 12×D snižte při průchodu stávající dírou rychlost posuvu na 25 % doporučené rychlosti
- Pro díry s různým průměrem: aby se snížila tvorba otřepů jako první, vyvrtejte větší otvor
Vrtání šikmých vstupů/výstupů
Vytváří nerovnoměrné a nadměrné síly působící na břity
- Přerušované řezy při vstupu vrtáku do obrobku/výstupu z něj
- Zvyšuje pravděpodobnost vzniku vibrací
- Může deformovat profil vrtání
- Způsobuje větší opotřebení nástroje než běžné vrtání
Obecná doporučení:
- Stabilita je klíčová. Malý poměr délky k průměru pomůže zachovat tolerance
- Při vstupu do obrobků s velkým sklonem se doporučuje frézování malé rovné plochy
- Sklon až 10 stupňů
- Snižte posuv na 30 % doporučené dávky, dokud nebude v řezu celý průměr
- Sklon větší než 10 stupňů
- Nedoporučuje se pro vrtání
- Alternativa pro velké sklony – vyfrézujte malou rovnou plochu a poté otvor vyvrtejte
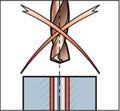
Vrtání asymetricky zakřivených povrchů
- Nelze použít - řezají se pouze části břitu a hrot se nemusí nejprve dotknout povrchu
- Vysoké riziko vylamování třísek
Související informace
Vibrace
Vibrace mohou při frézování vznikat v důsledku nedostatků obráběcího nástroje, upínače... keyboard_arrow_right
Konfigurace nástrojové sestavy
Při soustružení závisí dobrá kvalita především na nástrojovém systému a způsobu jeho... keyboard_arrow_right
Velké vyložení nástroje – důležitá hlediska
Při obrábění s dlouhým vyložením nástroje začíná docházet k problémům se vznikem... keyboard_arrow_right
Řešení problémů
Níže jsou uvedeny užitečné rady pro řešení problémů při vyvrtávání – při hrubovacím... keyboard_arrow_right
