
Opotřebení vrtacích nástrojů a řešení problémů
Řešení problémů
- Vrtáky s vyměnitelnými břitovými destičkami
- Vrtáky s výměnnými vrtacími hlavicemi
- Monolitní karbidové vrtáky
Vrtáky s vyměnitelnými břitovými destičkami
Příliš velký průměr díry
Rotující vrták
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkuste použít odolnější geometrii obvodové břitové destičky (středovou destičku ponechte)
Stacionární vrták
- Zkontrolujte vyrovnání s osou vřetena soustruhu
- Otočte vrták o 180 stupňů
- Zkuste použít odolnější geometrii obvodové břitové destičky (středovou destičku ponechte)
Příliš malý průměr díry
Rotující vrták
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkuste použít odolnější geometrii středové břitové destičky a geometrii pro lehký řez u obvodové břitové destičky
Stacionární vrták
- Pevně upnutý: Zkontrolujte vyrovnání s osou vřetena soustruhu
- Pevně upnutý: Otočte vrták o 180 stupňů
- Zkuste použít odolnější geometrii středové břitové destičky a geometrii pro lehký řez u obvodové břitové destičky
Výčnělek (hrot) na dně díry
Rotující vrták
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkuste použít jinou geometrii obvodové břitové destičky a v rámci doporučených řezných podmínek upravte rychlost posuvu
- Zkraťte vyložení vrtáku
Stacionární vrták
- Zkontrolujte vyrovnání s osou vřetena soustruhu
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkraťte vyložení vrtáku
- Zkuste použít jinou geometrii obvodové břitové destičky a v rámci doporučených řezných podmínek upravte rychlost posuvu
Vibrace
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku
- Snižte řeznou rychlost
- Zkuste použít jinou geometrii obvodové břitové destičky a v rámci doporučených řezných podmínek upravte rychlost posuvu
Nedostatečný kroutící moment stroje
- Snižte posuv
- Zvolte geometrii s lehkým řezem, která umožní snížení velikosti řezné síly
Nedostatečný výkon stroje
- Snižte řeznou rychlost
- Snižte posuv
- Zvolte geometrii s lehkým řezem, která umožní snížení velikosti řezné síly
Díra není symetrická
Dochází k rozšíření díry u jejího dna (v důsledku nahromadění třísek na středové břitové destičce)
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkuste použít jinou geometrii obvodové břitové destičky a v rámci doporučených řezných podmínek upravte rychlost posuvu
- Zkraťte vyložení vrtáku
Krátká životnost nástroje

- Zkontrolujte, zda jsou dodrženy doporučené řezné podmínky
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku a zkontrolujte upnutí nástroje
- Zkontrolujte, zda nedošlo k poškození špičky vrtáku nebo lůžek břitových destiček/vrtací hlavice nebo upínacích šroubů
- Na základě typických znaků specifikujte druh opotřebení a podle toho zjednejte nápravu
- Pokud je to možné, zvolte nástrojovou třídu s vyšší odolností vůči otěru
Lom šroubu pro upínání břitové destičky

- K utažení šroubů používejte momentový klíč a pastu Molykote
Špatná kvalita obrobené plochy
- Je nezbytné zajistit dobrou kontrolu utváření třísek
- Snižte posuv (pokud je důležité zachovat hodnotu vf, zvyšte také otáčky)
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku
Hromadění třísek v drážkách vrtáku
Příčinou je tvorba dlouhých třísek
- Zkontrolujte geometrii a to, zda jsou dodrženy doporučené řezné podmínky
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- V rámci doporučených řezných podmínek snižte rychlost posuvu
- V rámci doporučených řezných podmínek zvyšte řeznou rychlost
Průhyb vrtáku

- Rozměr díry mimo toleranční pásmo
- Špatná kvalita obrobené plochy – stopy po vysunutí vrtáku z díry
- Opotřebení těla nástroje
- Lom břitové destičky
| Příčina | Řešení |
| Příliš vysoké řezné síly | 1. Zvolte geometrii s menším poloměrem zaoblení rohů 2. Snižte posuv 3. Snižte posuv při vstupu do záběru |
| Nedostatečná stabilita | 1. Zvyšte stabilitu 2. Zvolte kratší těleso nástroje (4×D -> 3×D) |
Problémy s utvářením třísek
Materiály tvořící dlouhé třísky, např. korozivzdorné nebo nízkouhlíkové oceli
| Následky | Možná příčina | Řešení |
| Nevhodné/dlouhé třísky – hromadění třísek | Nevhodná geometrie | Použijte geometrii -LM |
| Špatná kvalita obrobené plochy | Příliš nízká řezná rychlost | Zvyšte řeznou rychlost |
| Lom břitové destičky nebo nástroje | Příliš vysoký posuv | Snižte rychlost posuvu |
Materiály tvořící krátké třísky, např. běžné oceli
| Následky | Možná příčina | Řešení |
| Nevhodné/dlouhé třísky – hromadění třísek | Použití stacionárního nástroje (na soustruhu) | Použijte geometrii pro nízké rychlosti posuvu (GR -> GM) |
| Špatná kvalita obrobené plochy | Nevhodná geometrie | Zvyšte posuv |
| Lom břitové destičky nebo nástroje | 1. Příliš nízká řezná rychlost 2. Příliš nízký posuv | Zvyšte řeznou rychlost |
Vrtáky s výměnnými vrtacími hlavicemi
Rozměr díry mimo toleranční pásmo
- Zkontrolujte opotřebení vrtací hlavice
- Zkontrolujte obvodové házení
- Snižte rychlost posuvu
- Zkontrolujte stabilitu obrobku, upnutí nástroje a povrch obrobku
- Pro delší vrtáky použijte vrták pro vyvrtání vodící díry/středícího důlku
- V případě stacionárních aplikací – zkontrolujte vyrovnání s osou vřetena
Vibrace
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku a zkontrolujte upnutí nástroje
- Snižte řeznou rychlost
- Upravte posuv na otáčku
Nedostatečný výkon nebo kroutící moment stroje
- Snižte řeznou rychlost
- Snižte posuv
- Zvolte geometrii s lehkým řezem, která umožní snížení velikosti řezné síly
Díra není válcová
Rozšíření díry na vstupu
- Zkontrolujte obvodové házení
- Upravte posuv
- Zkraťte vyložení vrtáku a zkontrolujte upnutí nástroje
- Pro dlouhé vrtáky vyvrtejte kratším vrtákem vodící díru
Špatná životnost nástrojů
Zkontrolujte, zda jsou dodrženy doporučené řezné podmínky
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku a zkontrolujte upnutí nástroje
- Zkontrolujte, zda nedošlo k poškození špičky vrtáku nebo lůžek břitových destiček/vrtací hlavice nebo upínacích šroubů
- Na základě typických znaků specifikujte druh opotřebení a podle toho zjednejte nápravu
- Pokud je to možné, zvolte nástrojovou třídu s vyšší odolností vůči otěru
Špatná kvalita obrobené plochy
- Je nezbytné zajistit dobrou kontrolu utváření třísek
- Snižte posuv (pokud je důležité zachovat hodnotu vf, zvyšte také otáčky)
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku
- Zkraťte vyložení vrtáku, zvyšte stabilitu obrobku
Hromadění třísek v drážkách vrtáku
- Zkuste dosáhnout zlepšení utváření třísek úpravou řezných podmínek
- Zvyšte průtok řezné kapaliny, vyčistěte filtr, vyčistěte kanálky pro přívod řezné kapaliny v těle vrtáku, zkontrolujte koncentraci řezné kapaliny
- Problémy s utvářením třísek mohou být příčinou extrémně rychlého opotřebení těla vrtáku
- Abyste předešli hromadění třísek, odstraňte veškeré zbytky obráběného materiálu ulpívající na těle vrtáku
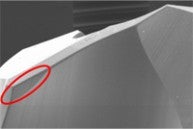
Třísky vznikající při vstupu do záběru

„Ostřiny“ na vnějším okraji
- Pokud dochází k tvorbě ostřin na vnějším okraji třísky vznikající při vstupu do záběru, hrozí riziko nadměrného opotřebení
- Možná příčina – nerovnováha způsobená: Obvodovým házenímSkloněným povrchem na vstupu do řezuPříliš vysokou rychlostí posuvuNestabilními/proměnlivými podmínkamiPoškozením/opotřebením rohů
Kontrola utváření třísek – optimalizace

- V případě, že dochází k poškrábání třísek, jak ukazuje výše uvedený obrázek, je to známkou toho, že dochází k jejich hromadění, což negativním způsobem ovlivňuje kvalitu díry. Doporučeným způsobem, jak dosáhnout zlepšení kvality díry, je snížit rychlost posuvu a, pokud je to možné, zvýšit řeznou rychlost
Monolitní karbidové vrtáky
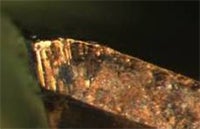
Třísky vznikající při vstupu do záběru – monolitní karbidové vrtáky/vrtáky s výměnnými vrtacími hlavicemi
„Ostřiny“ na vnějším okraji
- Pokud dochází k tvorbě ostřin na vnějším okraji třísky vznikající při vstupu do záběru, hrozí riziko nadměrného opotřebení
- Možná příčina – nerovnováha způsobená: Obvodovým házenímSkloněným povrchem na vstupu do řezuPříliš vysokou rychlostí posuvuNestabilními/proměnlivými podmínkamiPoškozením/opotřebením rohů
Kontrola utváření třísek – optimalizace
- V případě, že dochází k poškrábání třísek, jak ukazuje výše uvedený obrázek, je to známkou toho, že dochází k jejich hromadění, což negativním způsobem ovlivňuje kvalitu díry. Doporučeným způsobem, jak dosáhnout zlepšení kvality díry, je snížit rychlost posuvu a, pokud je to možné, zvýšit řeznou rychlost
Typy opotřebení při vrtání
- Vrtáky s vyměnitelnými břitovými destičkami
- Vrtáky s výměnnými vrtacími hlavicemi
- Monolitní karbidové vrtáky
Vrtáky s vyměnitelnými břitovými destičkami
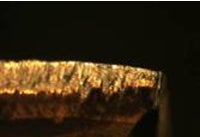
Opotřebení na hřbetu
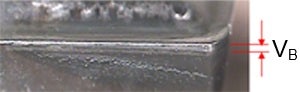
Pokud probíhá rovnoměrně, je opotřebení hřbetu běžným a žádoucím způsobem opotřebení. Opotřebení hřbetu může mít za následek
- Špatnou kvalitu obrobené plochy
- Rozměr díry mimo toleranční pásmo
- Zvýšení nároků na výkon stroje
| Příčina | Opatření |
| 1. Příliš vysoká řezná rychlost (vc) | 1. Snižte řeznou rychlost (vc) |
| 2. Nástrojová třída s nedostatečnou odolností proti otěru | 2. Zvolte nástrojovou třídu odolnější proti otěru |
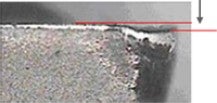
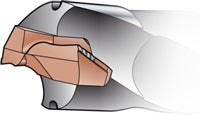
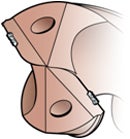
Opotřebení ve tvaru žlábku
Středová břitová destička

Obvodová břitová destička

Opotřebení ve tvaru žlábku může mít za následek
- Oslabení řezné hrany, které může být příčinou lomu břitu a tvorby nevhodně tvarovaných třísek
- Špatnou kvalitu obrobené plochy
- Zvýšení nároků na výkon stroje
| Příčina | Opatření |
| Středová břitová destička: abrazivní třísky (obráběný materiál) | Středová břitová destička: snižte rychlost posuvu |
| Obvodová břitová destička: difuzní opotřebení v důsledku působení vysokých teplot (horší pro PVD povlaky) | Obvodová břitová destička: 1. Snižte řeznou rychlost 2. Zvolte nástrojovou třídu odolnější proti otěru (často MT-CVD) |
| Zvolte pozitivnější geometrii zlepšující utváření třísek |
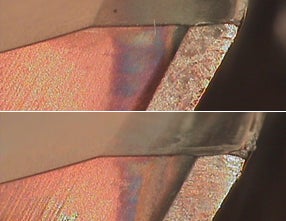
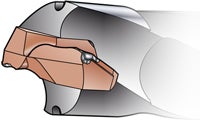
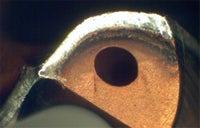
Plastická deformace
Stlačení
Vtlačení

Stlačení nebo vytlačení řezné hrany může být příčinou špatné kontroly utváření třísky, špatné kvality obrobené plochy nebo toho, že průměr díry je mimo toleranční pásmo.
| Příčina | Opatření |
| Příliš vysoká teplota v místě řezu v kombinaci s vysokým tlakem (vysokým posuvem a/nebo tvrdostí obrobku) | Snižte rychlost posuvu (fn) Zvolte nástrojovou třídu s vyšší odolností proti plastické deformaci (tvrdostí za zvýšených teplot) Snižte řeznou rychlost (vc) |
| Konečná fáze nadměrného opotřebení hřbetu a/nebo opotřebení ve tvaru žlábku | Zvolte nástrojovou třídu s vyšší odolností proti plastické deformaci (tvrdostí za zvýšených teplot) Snižte řeznou rychlost (vc) |
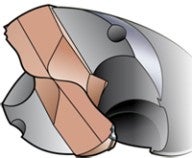
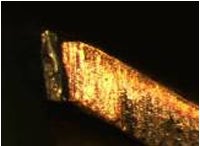
Vylamování ostří v místě řezu

Vylamování ostří v místě řezu může mít za následek
- Nadměrné opotřebení hřbetu
- Špatnou kvalitu obrobené plochy
| Příčina | Opatření |
| Nestabilní podmínky | Zvýšení stability (kratší vyložení nástroje, lepší způsob upnutí) |
| Nerovný povrch | Snižte posuv při vstupu do záběru. Volba odolnější geometrie |
| Nedostatečně houževnatá nástrojová třída | Volba houževnatější nástrojové třídy |
| Málo odolná geometrie břitové destičky | Zvolte odolnější geometrii |
| Nedostatečné množství řezné kapaliny | Zvyšte průtok řezné kapaliny |
| Zadrobeniny (inkluze ve formě písku – u litin) | Zvolte odolnější geometrii, snižte posuv |
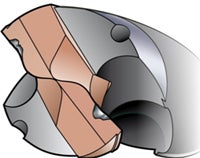
Celkový lom břitové destičky
Celkový lom může mít za následek
- Zničení nástroje
- Poškození nebo zničení obrobku

| Příčina | Opatření |
| Nedostatečná stabilita | Zvýšení stability (kratší vyložení nástroje, lepší způsob upnutí obrobku atd.) |
| Přerušovaný řez | Snížení posuvu, volba odolnější geometrie (-GR nebo -GT) |
| Nedostatečné množství řezné kapaliny | Zvyšte průtok řezné kapaliny |
| Příliš vysoká rychlost posuvu nebo příliš vysoká/nízká řezná rychlost | Úprava řezných podmínek |
| Příliš křehká nástrojová třída (obvodové břitové destičky) | Zvolte houževnatější nástrojovou třídu |
| Opotřebení břitových destiček | Nalezení bezpečné a spolehlivé životnosti obvodových břitových destiček |
Vytváření nárůstku na břitu (BUE)

Tvorba nárůstku na břitu může mít za následek
- Špatnou kvalitu obrobené plochy a vydrolování ostří v okamžiku, kdy dochází k odlomení nárůstku třískou
- Vylamování řezné hrany
| Příčina | Opatření |
| Nevhodná teplota v místě řezu (nevhodná řezná rychlost) | Zvýšení/snížení řezné rychlosti (zvýšení/snížení teploty v místě řezu) Volba povlakované karbidové třídy |
| Příliš negativní geometrie břitu | Zvolte pozitivnější geometrii |
| Materiál snadno ulpívající na břitu | Zvýšení procentního podílu oleje v řezné kapalině a jejího tlaku/průtoku |
| Příliš nízký obsah oleje v řezné kapalině | Zvýšení obsahu oleje v řezné kapalině a jejího tlaku/průtoku |
Vrtáky s výměnnými vrtacími hlavicemi
Typické způsoby opotřebení geometrie -PM při vrtání různých typů materiálů
Nelegované oceli / CMC01.1




- Opotřebení vodící fazetky/obvodu nástroje (vedlejšího břitu), které má zpočátku podobu vrubu a dále se rozvíjí po celé šířce vodící fazetky a směrem do drážky pro odvod třísek
- Průběžně rostoucí opotřebení hlavního břitu
Nízkolegované oceli / CMC02.2
- Průběžně rostoucí opotřebení hlavního břitu/vodící fazetky na vedlejším břitu v blízkosti rohu
Opotřebení na hřbetu

Opotřebení hřbetu na hlavním břitu
Opotřebení hřbetu na obvodové vodící fazetce
Pokud probíhá rovnoměrně, jedná se o běžný a žádoucí způsob opotřebení
| Příčina | Opatření |
| Příliš vysoká řezná rychlost | Snižte řeznou rychlost |
| Příliš nízký obsah oleje v řezné kapalině | Zvyšte obsah oleje v řezné kapalině (konzultujte s dodavatelem oleje a ujistěte se, že nedojde k překročení doporučeného podílu oleje) |
| Nedostatečné množství řezné kapaliny | Zvyšte průtok řezné kapaliny |
| Příliš velké obvodové házení (dochází-li k opotřebení vodící fazetky) | Zkontrolujte obvodové házení (dochází-li k opotřebení vodící fazetky) |
Plastická deformace
| Příčina | Opatření |
| Příliš vysoká řezná rychlost a/nebo rychlost posuvu | Snižte řeznou rychlost a/nebo posuv |
| Nedostatečné množství řezné kapaliny | Zvyšte průtok řezné kapaliny |
Vylamování ostří
Vylamování vnějšího okraje břitu
Vylamování hlavního břitu
Vylamování břitu je druh opotřebení, ke kterému běžně dochází při vrtání v předvrtané díře. Pokud je úhel špičky na dně předvrtané díry menší, stabilita není příliš dobrá a dochází k poškození rohů. K tomu může rovněž docházet v případě, že se liší tolerance úhlu špičky. Tomu se lze vyhnout použitím na zakázku zhotovených vrtáků nebo tím, že díra se zhotoví frézováním a má rovné dno.
| Příčina | Opatření |
| Nestabilní podmínky | Zkontrolujte nástrojovou sestavu a upnutí obrobku |
| Příliš velké obvodové házení | Zkontrolujte radiální obvodové házení |
| Příliš vysoký posuv | Snižte rychlost posuvu |
| Nedostatečný průtok řezné kapaliny (tepelné trhliny) | Zkontrolujte přívod řezné kapaliny |
Vytváření nárůstku na břitech

| Příčina | Opatření |
| Nevhodná řezná rychlost | 1. Pokud se nárůstek tvoří na střední části břitu, zvyšte řeznou rychlost 2. Pokud se nárůstek tvoří na vnějším okraji břitu, řeznou rychlost snižte |
| Příliš nízký obsah oleje v řezné kapalině | Zvyšte obsah oleje v řezné kapalině (konzultujte s dodavatelem oleje a ujistěte se, že nedojde k překročení doporučeného podílu oleje) |
Pokud se vám nedaří oblast tvorby nárůstku zcela eliminovat, upravte řeznou rychlost tak, aby k vytváření nárůstku docházelo v nejodolnější části břitu vrtáku (= 50 % průměru).
Použití vnějšího přívodu řezné kapaliny může negativním způsobem ovlivňovat odvádění třísek.

Zvýšením řezné rychlosti dosáhnete
posunutí oblasti tvorby nárůstku směrem k ose vrtáku

Snížení řezné rychlosti má za
následek posunutí oblasti tvorby nárůstku směrem k vnějšímu okraji nebo její úplný zánik
Monolitní karbidové vrtáky
Opotřebení na hřbetu
Opotřebení hřbetu na hlavním břitu

Opotřebení hřbetu na obvodové vodící fazetce
Pokud probíhá rovnoměrně, jedná se o běžný a žádoucí způsob opotřebení
| Příčina | Opatření |
| Příliš velké obvodové házení | Zkontrolujte radiální obvodové házení |
| Příliš vysoká řezná rychlost | Snižte řeznou rychlost |
| Příliš nízký posuv | Zvyšte posuv |
| Příliš měkká nástrojová třída | Použijte tvrdší nástrojovou třídu |
| Nedostatečné množství řezné kapaliny | Zvyšte tlak řezné kapaliny |
Opotřebení hřbetu na příčném ostří


| Příčina | Opatření |
| Příliš velké obvodové házení | Zkontrolujte radiální obvodové házení |
| Příliš nízká řezná rychlost | Zvyšte řeznou rychlost |
| Příliš vysoký posuv | Snižte rychlost posuvu |
Opotřebení hřbetu na příčném ostří také v důsledku špatného vystředění nepříznivě ovlivňuje kvalitu díry.
Vylamování ostří

Vylamování vnějšího okraje břitu

Vylamování hlavního břitu
Vylamování břitu je druh opotřebení, ke kterému běžně dochází při vrtání v předvrtané díře. Pokud je úhel špičky na dně předvrtané díry menší, stabilita není příliš dobrá a dochází k poškození rohů. K tomu může rovněž docházet v případě, že se liší tolerance úhlu špičky. Tomu se lze vyhnout použitím na zakázku zhotovených vrtáků nebo tím, že díra se zhotoví frézováním a má rovné dno.
| Příčina | Opatření |
| Nestabilní podmínky | Zkontrolujte nástrojovou sestavu a upnutí obrobku |
| Příliš velké obvodové házení | Zkontrolujte radiální obvodové házení |
| Nedostatečné množství řezné kapaliny (tepelné trhliny) | Zkontrolujte přívod řezné kapaliny |
| Překročena maximální přípustná velikost opotřebení | Úprava řezných podmínek |
Lom vrtáku

| Příčina | Opatření |
| Příliš velké obvodové házení | Zkontrolujte radiální obvodové házení |
| Nestabilní podmínky | Zkontrolujte nástrojovou sestavu a upnutí obrobku |
| Nedostatečný výkon vřetena stroje | Zkontrolujte hodnoty řezných parametrů |
| Hromadění třísek | Zkontrolujte přívod řezné kapaliny |
| Příliš vysoká rychlost posuvu | Snižte rychlost posuvu |
| Nadměrné opotřebení | Provádějte častější kontrolu opotřebení |
Vytváření nárůstku na břitech


| Příčina | Opatření |
| Příliš nízká řezná rychlost a teplota v místě řezu | 1. Pokud se nárůstek tvoří na střední části břitu, zvyšte řeznou rychlost 2. Pokud se nárůstek tvoří na vnějším okraji břitu, řeznou rychlost snižte |
| Příliš velká negativní fazetka | Použijte ostřejší břit |
| Nástroj je bez povlaku | Použijte nástroj s povlakovanými břity |
Pokud se vám nedaří oblast tvorby nárůstku zcela eliminovat, upravte řeznou rychlost tak, aby k vytváření nárůstku docházelo v nejodolnější části břitu vrtáku (= 50 % průměru).
Použití vnějšího přívodu řezné kapaliny může negativním způsobem ovlivňovat odvádění třísek.
Zvýšením řezné rychlosti dosáhnete
posunutí oblasti tvorby nárůstku směrem k ose vrtáku
Snížení řezné rychlosti má za
následek posunutí oblasti tvorby nárůstku směrem k vnějšímu okraji nebo její úplný zánik
Typické mechanismy opotřebení
Nezávisle na obráběném materiálu
- Vždy dochází k opotřebení hřbetu
- Vylamování ostří není příliš časté Bezpečnost a spolehlivost obráběcího procesu
Nelegované oceli / CMC01.1
- Opotřebení vodící fazetky/obvodu nástroje (vedlejšího břitu) Opotřebení má zpočátku podobu vrubuŠíří se směrem k rohům
Nízkolegované oceli / CMC02.2
- Opotřebení rohů

Vysokolegované oceli / CMC03.11
- Značně velké opotřebení hřbetu
- Drobné poškození rohů

Úprava rohů
Pozor!
- Nezaměňujte vyztužení rohů s opotřebením
Nejnovější vrtáky Sandvik Coromant nabízejí vyšší spolehlivost a úroveň výkonnosti při obrábění materiálů používaných v leteckém průmyslu
„S vrtáním těchto materiálů používaných v leteckém průmyslu se pojí specifické problémy,“... keyboard_arrow_right
Zvládnutí výroby děr ve velkých objemech
Společnost Sandvik Coromant, která zaujímá vedoucí postavení v oblasti nástrojů pro... keyboard_arrow_right
Odhalení výhod vrtáků pro obrábění různorodých materiálů
Klíčem k produktivnější výrobě je všestranné vrtání V lednu 2025 Světové ekonomické... keyboard_arrow_right
Zvládnutí výroby děr ve velkých objemech
Překonání obvyklých problémů při vrtání s vrtákem CoroDrill DE10 Velkoobjemové vrtání... keyboard_arrow_right
