
Vrtání stacionárním vrtákem

Co je to vrtání stacionárním vrtákem?
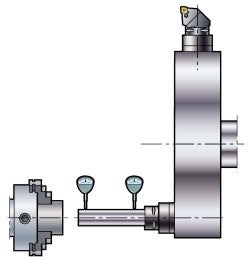
O vrtání stacionárním vrtákem se jedná v případě, že rotační pohyb vrtáku je nahrazen rotací obrobku. Při použití této metody je mimořádně důležité dbát na to, aby byl vrták vyrovnaný do osy hrotů obráběcího stroje.
Doporučení pro seřízení souososti stacionárních vrtáků
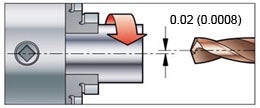
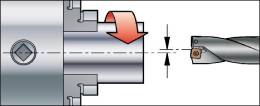
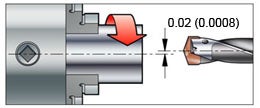
S ohledem na co nejlepší funkci a výkonnost je třeba minimalizovat obvodové házení nástroje nebo velikost celkového házení (TIR – Total Indicator Runout).
Poznámka: Vrtáky s vyměnitelnými břitovými destičkami vytváří malé středové jádro, které je dobře patrné na dně otvoru nebo nedovrtaném zbytkovém kotoučku. Velikost jádra by měla být v rozmezí 0,05–0,15 mm (0.002-0.006 inch), jinak může docházet ke vzniku vibrací, poškození břitu, překročení požadovaného průměru díry nebo nadměrnému opotřebení těla vrtáku. Otočením vrtáku dochází v jednotlivých polohách ke změně velikosti jádra.
Monolitní karbidové vrtáky
Vrtáky s vyměnitelnými břitovými destičkami
Vrtáky s výměnnými vrtacími hlavicemi
Seřízení souososti stacionárních vrtáků
Vrták musí být vyrovnán shodně s osou vřetena obráběcího stroje, jinak může být vyvrtaná díra příliš malá, nebo naopak příliš velká, nebo může mít kuželový tvar nebo rozšířený okraj. Měření lze provádět pomocí měřicího trnu a číselníkového úchylkoměru.
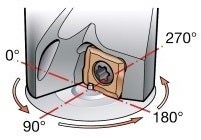
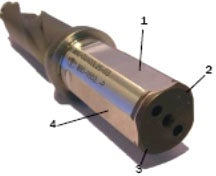
Vrták se čtyřmi ploškami (vrtáky s vyměnitelnými břitovými destičkami)
Použijte vrták se čtyřmi ploškami pravidelně umístěnými po obvodu stopky nástroje. Vrtákem postupně upnutým do všech čtyř upínacích poloh (0°, 90°, 180°, 270°) vyvrtejte díru. Na základě měření provedených u jednotlivých vyvrtaných děr pak lze stanovit polohu obvodové břitové destičky vzhledem k ose obrobku a následně posoudit dosaženou souosost s vřetenem stroje
Nesouosost v důsledku vychýlení revolverové hlavy
Vychýlení revolverové hlavy CNC soustruhu může být příčinou různých problémů, zejména při vrtání většími vrtáky nebo při vysokých rychlostech posuvu fn, kdy v důsledku toho může docházet ke značnému zvýšení působících sil.
Zkoušku její stability lze provést vyvrtáním jedné díry při nízké rychlosti posuvu a jedné díry při vysoké rychlosti posuvu a následným změřením velikostí děr. Pokud jsou rozdíly ve velikostech děr velké, revolverová hlava může mít sklony k vychylování.
Omezení vychylování revolverové hlavy
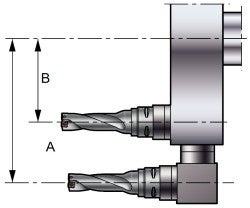
Nejprve ověřte, zda je možné omezit účinky působících sil tak, že nástroj upnete jiným způsobem. Nástroj vždy upínejte v co nejkratší vzdálenosti od středové osy revolverové hlavy. Poloha B je vždy vhodnější než poloha A.
Není-li to možné, omezení síly posuvu lze dosáhnout snížením rychlosti posuvu na otáčku (fn). S ohledem na zachování stejné produktivity je možné zvýšit řeznou rychlost vc, protože prakticky neovlivňuje velikost síly posuvu.
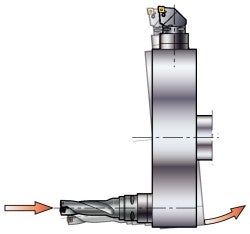
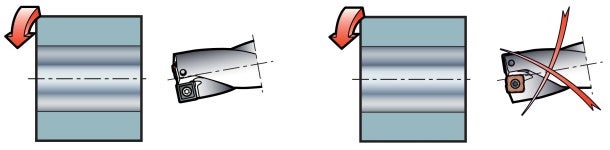
Pokud nelze zabránit vychylování revolverové hlavy nebo není možné zajistit dokonale souosé seřízení, pro vrtáky s vyměnitelnými břitovými destičkami platí, že by vrták měl být nainstalován tak, aby obvodová břitová destička byla nastavena do polohy uvedené na obrázku vlevo. Předejdete tím opotřebení těla vrtáku.
Vrtání na jádro
Co je to vrtání na jádro? Protože tato metoda není z hlediska požadovaného příkonu... keyboard_arrow_right
Vyvrtávání s pomocí vrtáků s vyměnitelnými břitovými destičkami
Použití vrtáků s vyměnitelnými břitovými destičkami pro vyvrtávací operace umožňuje... keyboard_arrow_right
Hrubovací vyvrtávání
Hrubovací vyvrtávání se primárně zaměřuje na úběr kovu a na přípravu díry před dokončovacím... keyboard_arrow_right
Vrtání radiálně seřízeným vrtákem
Vrtání radiálně seřízeným vrtákem je možné pouze při použití vrtáků s vyměnitelnými... keyboard_arrow_right
